

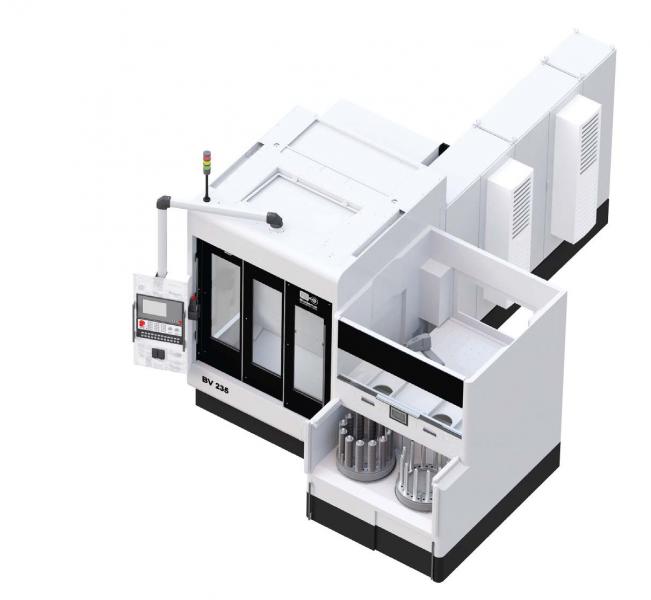
Mit Neueinführung der modularen Maschinenplattform BV 235 optimiert und vereint BUDERUS Schleiftechnik die bewährten Vorteile zweier existierender DVS-Baukastensysteme und überführt diese in ein kompaktes, adaptives Maschinendesign. Die Möglichkeit der flexiblen Kombination unterschiedlichster Bearbeitungstechnologien, Automationslösungen und Spindelvarianten erlaubt die Realisierung hocheffizienter anwendungs- und anwenderspezifischer Hartfeinbearbeitungszentren. Den daraus resultierenden Kundenvorteil in Bezug auf Präzision und Kosten demonstriert das DVS-Unternehmen am Beispiel der Kombinationsbearbeitung eines PKW-Getriebegangrades.
In der modernen Serienfertigung von PKW- und Nutzfahrzeugkomponenten sehen sich Anwender gegenwärtig mit einer ganzen Reihe von Herausforderungen konfrontiert: Steigender Kostendruck, limitierte Planungsressourcen, kürzere Realisierungszeiten, geringere Fertigungslose. Um diesen Herausforderungen heute wie morgen gewachsen zu sein, sind Fertigungslösungen erforderlich, die dank bedarfsgerecht kombinierbarer Technologie-, Automations- und Antriebsoptionen maximale Flexibilität und damit kontinuierliche Adaptionsfähigkeit an sich ändernde Rahmenbedingungen gewährleisten – und das bei stetiger Sicherstellung höchster Bearbeitungseffizienz und -qualität. Im Wissen um diese Entwicklung und die daraus resultierenden Erfordernisse auf Kundenseite, verfeinert und integriert BUDERUS Schleiftechnik die konstruktiven und technologischen Besonderheiten zweier DVS-Baukastenkonzepte CNC 235 sowie DVS ModuLine in seiner neuen modularen Maschinenplattform BV 235. Der entscheidende Anwendervorteil des neuen Systems: Die erweiterte Technologie,- Automations- und Antriebsvariabilität erlaubt eine Reduzierung projekt- bzw. anwendungsbezogener Engineering-Aufwände, die letztlich zu kürzeren Durchlaufzeiten und geringeren Fehlerkosten in der Hartfeinbearbeitung von Futterteilen, Wellen und Zahnrädern führen.
Modulares Baukastensystem für anwendungs- und anwenderspezifische Fertigungslösungen
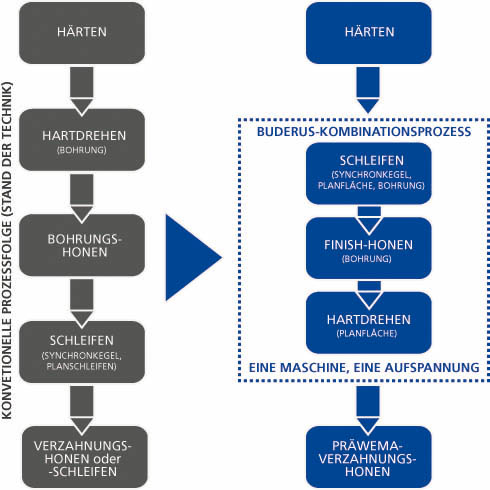
Welche konkreten präzisions- und stückkostenbezogenen Vorzüge die neue Plattform zu realisieren vermag, demonstriert BUDERUS Schleiftechnik am Beispiel der Hartfeinbearbeitung eines PKW-Getriebegangrades eines großen deutschen Automobilherstellers. Zur Anwendung kommt in diesem Fall eine maximal konfigurierte BV 235-Maschine, ausgestattet mit Technologiemodulen für Außen-, Innen- und Planschleif- sowie Hartdreh-, Hon und Messoperationen. Zur Reduktion des Maschineninvests und der Werkzeugkosten sowie der Einhaltung strengster Fertigungstoleranzen setzt das DVS-Unternehmen bei der Bearbeitung des Gangrades auf einen durch die BV 235-Plattform umsetzbaren Kombinationsprozess aus Außen-, Innen sowie Planschleifen- bzw. drehen und Honen in lediglich einer einzigen Aufspannung. Denn in diesem Kontext führen enorme Form-, Lage- und Oberflächenanforderungen üblicherweise zu einer langen Kette von Bearbeitungsfolgen. Ein Effekt, der durch die tribologischen Anforderungen zur Reibungsminimierung zusätzlich verstärkt wird. Im Zuge der herkömmlichen Fertigungsfolge findet im Anschluss an den Härteprozess häufig das Hartdrehen der Bohrung statt, dem sich ein zwei- oder dreistufiger Honvorgang anschließt. Daraufhin erfolgt das Schleifen des Synchronkegels sowie der vorderen und hinteren Planfläche. Abschluss der Hartfeinbearbeitung des Gangrades bildet das Verzahnungshonen bzw. -schleifen.
Effiziente Kombinationsbearbeitung in einer einzigen Aufspannung
Im Zuge des Kombinationsprozesses wird das Gangrad mithilfe eines V-Laders in den Arbeitsraum ein- bzw. ausgeschleust. Von der Werkstückspindel aufgenommen und sukzessive zu den einzelnen Bearbeitungsstationen transportiert, erfolgt zunächst die simultane CBN-Schleifbearbeitung von Bohrung und Konus. Durch eine auf dem Werkzeugrevolver platzierte Honahle erfolgt das Finish-Honen. Ebenfalls verfügt der Werkzeugrevolver über Hartdrehwerkzeuge, mit welchen die abschließende Planflächenbearbeitung ausgeführt wird. Anhand eingehender Analysen des BUDERUS-Kombinationsprozesses kann nachgewiesen werden, dass sämtliche Zeichnungstoleranzen der Bohrung bereits durch die CBN-Schleifbearbeitung, d.h. ohne zusätzlichen Honvorgang, erreicht werden. Lediglich Zeichnungsangaben deuten auf implizite Oberflächenanforderungen – bspw. gebrochene Schleiftextur durch Kreuzschliff oder Plateau-Oberfläche – hin, die durch das nachgelagerte Finish-Honen erzielt werden. Wie beim Superfinishen gibt auch hier der Schleifprozess die Position, das Bohrungsmaß und die Form im Wesentlichen vor. Im Rahmen des Finish-Honens erfolgt nur ein Abtrag geschliffener Oberfläche, sodass trotz deutlich reduzierten Honaufmaßes, das lediglich drei bis fünf Prozent des konventionellen Aufmaßes beträgt, ein hochfeines gehontes Oberflächenprofil in der Bohrung realisiert wird.
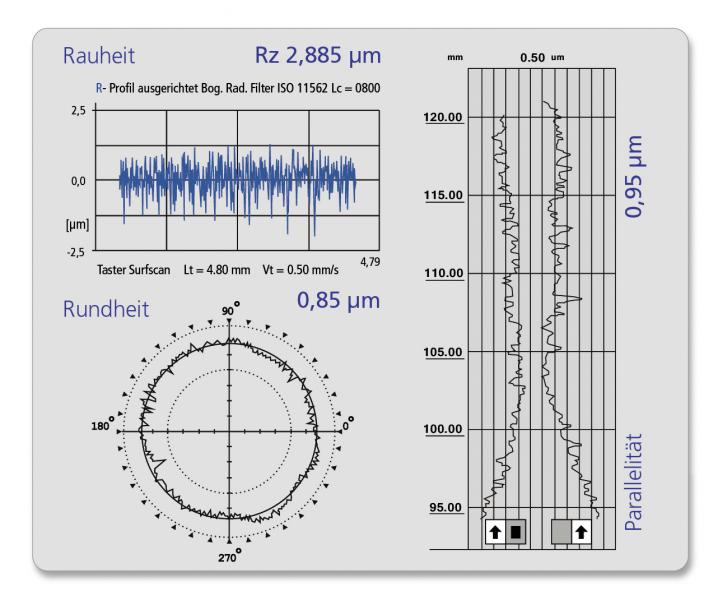
Höhere Präzision, geringere Kosten
Für den OEM mit eigener Getriebefertigung mündet dies in erheblichen Einsparungen auf Kostenseite: Werden bei der konventionellen Prozessfolge noch bis zu drei Maschinen einschließlich zugehöriger Verkettung benötigt, erfolgt die Kombinationsbearbeitung in einer einzigen BV 235-Maschine. Der Investitionsaufwand verringert sich damit um über 50 %. Ebenso signifikant sind die Ersparnisse in Bezug auf die laufenden Kosten: Aufgrund des geringeren Honaufmaßes verlängert sich die Standzeit der kostenintensiven Honahle deutlich, woraus eine Senkung der Werkzeugkosten um mehr als zwei Drittel resultiert. Im Vergleich zur herkömmlichen Bearbeitungsfolge können darüber hinaus bspw. Aufstellfläche, Energiekosten sowie Aufwände für Kühlschmierstoff eingespart werden. Die beispielhaft dargelegten Messergebnisse in der Abbildung (siehe Bilder) belegen ferner die hohe Fertigungsgüte der mithilfe des Kombinationsprozess in der speziell konfigurierten BV 235-Maschine bearbeiteten Gangräder. Der Rauhigkeitswert Rz liegt stabil unterhalb der vorliegenden Zeichnungstoleranz während sowohl die spezifische Rundheits- als auch Parallelitätsanforderungen, beide kleiner der Zeichnungstoleranz von 4 µm, eindeutig erreicht werden.
Mit der Einführung der BV 235-Plattform schafft BUDERUS Schleiftechnik ein optimiertes Baukastensystem, dessen Leistungsfähigkeit der erörterte Kombinationsprozess eindrucksvoll demonstriert und dessen Modularität vielfältig geartete Hartbearbeitungsaufgaben für unterschiedlichste Futterteile, Wellen und Zahnräder abdeckt. Auf diese Weise profitieren Anwender von einer bedarfsspezifisch auslegbaren und flexibel an sich ändernde Rahmenbedingungen adaptierbaren Fertigungslösungen – und das sowohl in Bezug auf Kosten als auch Präzision.
Kontakt:
Herr Marc Hain
DVS TECHNOLOGY GROUP / DISKUS WERKE AG
Johannes-Gutenberg-Straße 1
D-63128 Dietzenbach
[email protected]








 Deutschland
Deutschland 