




CNC-Drehen... Vorschub, Spannen, Schwingungen?!, Allmögliche Fragen meinerseits zum CNC-Drehen
Das könnte Sie auch interessieren...
 14.09.2009, 18:51 Uhr
14.09.2009, 18:51 Uhr benalsan
benalsan
Level 3 = Community-Techniker

Gruppe: Mitglied
Mitglied seit: 19.07.2007
Beiträge: 204
Mitglied seit: 19.07.2007
Beiträge: 204
Hey...
2.1warum macht der nen thread auf?!
Erstmal was zu mir...ich bin Lehrling im 3tn jahr.. und kann mich richtig gut mit meinem Beruf identifiziern...
Das geht schon soweit ... das ich mich Zuhause weiter mit dem Thema beschäftige *G
In meiner bisherigen Lehre hab ich relativ viel gelernt... das meiste durch eigenleistung .. indem ich nach feierabend geübt habe.
Das Einrichten von CNC-Drehmaschinen und unserer CNC Fräse hab ich ganz gut drauf... jeddoch merke ich immer wieder das es mir ganzschön an Erfahrungswerten mangelt.... und da kommen wir zum eigentlichen Problem:
Wir haben nicht viele Facharbeiter die meisten Fragen die ich habe.. können jetzt nicht mehr beantwortet werden..
Aus diesem Grund werd ich meine Fragen jetzt hier stellen.. hier gibts wohl genug Facharbeiter
1. Zum Thema:
Ich habe heute einen AufnahmeDorn gedreht.. erstmal ein paar Daten
Rohteil: 42CrMo4 Durchmesser 30 - 480mm lang
Fertigteil: Durchmesser 16-25mm mit m16Gewinde 45mm lang
Auf der Gegenüberliegenden Seite ein 4kant(14x14) 30lang und dahinter ein Absatz mit Durchmesser 25x15.. dannach wieder 18.
Maschine ist ne Mazak Nexus 200QTN mit Reistock.
Werkzeug: PDJN25x25 Halter mit Hartmetallplatten R0,4 (Sorte weis ich nich auswendig)
Mein Fertigungsprozess lief so ab. Weiche Backen(Schlag 0,004) Zentrierbohrung für beide Seiten und planflächen mit 2Zehntel Aufmaß.
Anschliessend 50mm weit ausgespannt und den Absatz 25x15 gedreht. (Bisher keine Probleme!)
Weiche Backen für Durchmesser 25 - gegenüberliegend die Spitze - Bearbeitungslänge circa 400mm
(Zustellung 1-1,15mm Vorschub 0,012)
Bei dieser Bearbeitung hatte ich ab dem Durchmesser 20 starke Probleme mit Schwingungen. Lag wohl am recht dünnen Durchmesser. Folge Drehzahl runter circa 700 und Vorschub auf ein Minimum... War wohl mehr Schleifen als Zerspanen.
Jetzt meine Frage... wie macht man sowas richtig?!
Ist es möglich ne Welle mit Durchmesser 15-20 400-500lang maßhaltig zwischen Spitzen zu drehen?
Wenn ja welches Werkzeug ist empfehlnswert? Drehzahln und Vorschübe?
Ich hab gehört, sobald es schwingt.. muss der Vorschub hoch...das hat jedoch nicht wirklich geholfen.
Wie verhindert man Schwingungen effektiv?
Ich glaub das sind erstmal genug Fragen... Hoffentlich gibts hier jmdn der des häufigeren Lange Sachen zu bearbeiten hat und sich erbarmt mein Text zu lesen =)
beste grüße und ein dank im vorraus
benni
2.1warum macht der nen thread auf?!
Erstmal was zu mir...ich bin Lehrling im 3tn jahr.. und kann mich richtig gut mit meinem Beruf identifiziern...
Das geht schon soweit ... das ich mich Zuhause weiter mit dem Thema beschäftige *G
In meiner bisherigen Lehre hab ich relativ viel gelernt... das meiste durch eigenleistung .. indem ich nach feierabend geübt habe.
Das Einrichten von CNC-Drehmaschinen und unserer CNC Fräse hab ich ganz gut drauf... jeddoch merke ich immer wieder das es mir ganzschön an Erfahrungswerten mangelt.... und da kommen wir zum eigentlichen Problem:
Wir haben nicht viele Facharbeiter die meisten Fragen die ich habe.. können jetzt nicht mehr beantwortet werden..
Aus diesem Grund werd ich meine Fragen jetzt hier stellen.. hier gibts wohl genug Facharbeiter
1. Zum Thema:
Ich habe heute einen AufnahmeDorn gedreht.. erstmal ein paar Daten
Rohteil: 42CrMo4 Durchmesser 30 - 480mm lang
Fertigteil: Durchmesser 16-25mm mit m16Gewinde 45mm lang
Auf der Gegenüberliegenden Seite ein 4kant(14x14) 30lang und dahinter ein Absatz mit Durchmesser 25x15.. dannach wieder 18.
Maschine ist ne Mazak Nexus 200QTN mit Reistock.
Werkzeug: PDJN25x25 Halter mit Hartmetallplatten R0,4 (Sorte weis ich nich auswendig)
Mein Fertigungsprozess lief so ab. Weiche Backen(Schlag 0,004) Zentrierbohrung für beide Seiten und planflächen mit 2Zehntel Aufmaß.
Anschliessend 50mm weit ausgespannt und den Absatz 25x15 gedreht. (Bisher keine Probleme!)
Weiche Backen für Durchmesser 25 - gegenüberliegend die Spitze - Bearbeitungslänge circa 400mm
(Zustellung 1-1,15mm Vorschub 0,012)
Bei dieser Bearbeitung hatte ich ab dem Durchmesser 20 starke Probleme mit Schwingungen. Lag wohl am recht dünnen Durchmesser. Folge Drehzahl runter circa 700 und Vorschub auf ein Minimum... War wohl mehr Schleifen als Zerspanen.
Jetzt meine Frage... wie macht man sowas richtig?!
Ist es möglich ne Welle mit Durchmesser 15-20 400-500lang maßhaltig zwischen Spitzen zu drehen?
Wenn ja welches Werkzeug ist empfehlnswert? Drehzahln und Vorschübe?
Ich hab gehört, sobald es schwingt.. muss der Vorschub hoch...das hat jedoch nicht wirklich geholfen.
Wie verhindert man Schwingungen effektiv?
Ich glaub das sind erstmal genug Fragen... Hoffentlich gibts hier jmdn der des häufigeren Lange Sachen zu bearbeiten hat und sich erbarmt mein Text zu lesen =)
beste grüße und ein dank im vorraus
benni
14.09.2009, 19:16 Uhr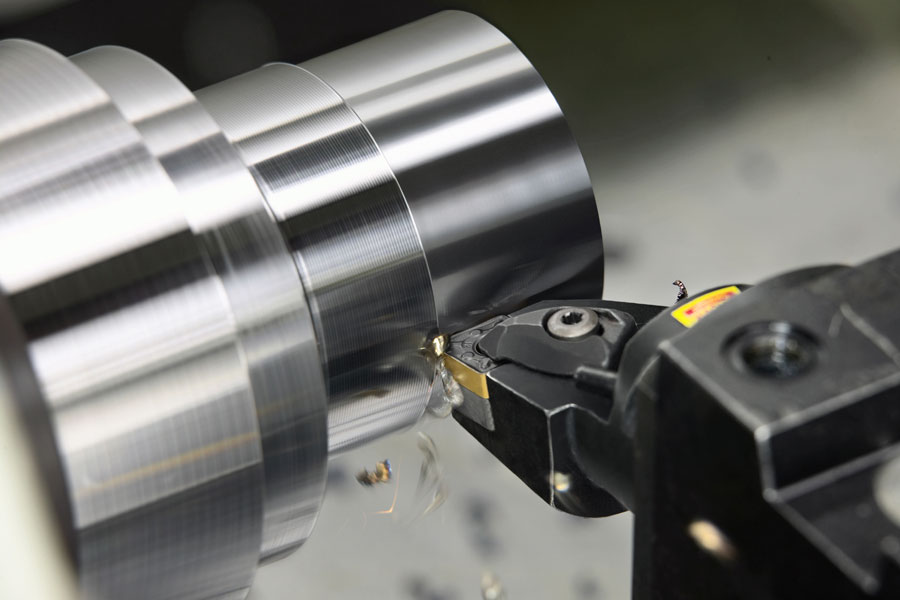 Konstro
Konstro
Level 4 = Community-Meister
Gruppe: Mitglied
Mitglied seit: 19.05.2008
Beiträge: 539
Mitglied seit: 19.05.2008
Beiträge: 539
hi, als wir drehen wellen die schon größer sind!!! ich glaube wir haben noch nie eine gedreht sie nur 400 bis 600 lang is!!! bei uns geht es ab 1250 los und ab 100 mm durchmesser!!! wir drehen sehr viel aus 42CrMo4!!!
1. Spannst du nur zwischen zwei spitzen, also nicht direkt ins futter?
2. hast du das problem immer oder nur bei dem durchmesser, es kann sein das sich die welle etwas weg drückt!!! habt ihr ein mitfahrendes lünett?
3. schau mal von welchem Plattehersteller sie sind, oder besser gesagt wofür sind die platten?
4. was für ein vorschub und vc hast du schonst zum schlichten?
1. Spannst du nur zwischen zwei spitzen, also nicht direkt ins futter?
2. hast du das problem immer oder nur bei dem durchmesser, es kann sein das sich die welle etwas weg drückt!!! habt ihr ein mitfahrendes lünett?
3. schau mal von welchem Plattehersteller sie sind, oder besser gesagt wofür sind die platten?
4. was für ein vorschub und vc hast du schonst zum schlichten?
14.09.2009, 19:18 Uhr MiBü
MiBü
Klugscheisser
Gruppe: Mitglied
Mitglied seit: 18.05.2005
Beiträge: 2.402
Mitglied seit: 18.05.2005
Beiträge: 2.402
Servus,
Nichts ist unmöglich *G* aber grundsätzlich hört sich das eher nach ner Arbeit für ne Langdrehmaschine an.
Was heisst maßhaltig?
Versuchen kann man es, ich würd ichs erstmal mit ca 1000 Umdrehungen, WSP mit 0,2mm Schneidenradius 0,4mm Aufmaß und 0,2mm Vorschub....dann mal schaun
Viel Erfolg
Gruß
Michael
QUOTE
Ist es möglich ne Welle mit Durchmesser 15-20 400-500lang maßhaltig zwischen Spitzen zu drehen?
Nichts ist unmöglich *G* aber grundsätzlich hört sich das eher nach ner Arbeit für ne Langdrehmaschine an.
Was heisst maßhaltig?
Versuchen kann man es, ich würd ichs erstmal mit ca 1000 Umdrehungen, WSP mit 0,2mm Schneidenradius 0,4mm Aufmaß und 0,2mm Vorschub....dann mal schaun
Viel Erfolg
Gruß
Michael
--------------------
Gruß
Michael
Michael
14.09.2009, 19:35 Uhr BFX20001
BFX20001
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 19.01.2008
Beiträge: 222
Mitglied seit: 19.01.2008
Beiträge: 222
Ich hatte änliche Teile mal zu machen. D25-30x400 und da mußte dann d12x350 rangedreht werden. Auch mit Reitstock.
Ich habe auch lang rum probiert .
Meine lösung war dann 2 Stähle mit 55 Grad Platten waren glaub ich von Walter R 0,4
1. Span mit T1 ca 6mm Zustellung (in D) n 1500 und vorschub 0,4 bis 0,5 mm U
2. Schlichtspan mit T2 Restzugestellt ca 4-5 mm N 1800 und Vorschun 0,18
So hat es bei mir nicht geschwungen , Mit geringerer Zustellung hatte ich kein Erfolg.
Material war glaub ich C45 und die Maschine eine CTX400.
Vieleicht hilfts Ja
Gruß
BFX
Der Beitrag wurde von BFX20001 bearbeitet: 14.09.2009, 19:41 Uhr
Ich habe auch lang rum probiert .
Meine lösung war dann 2 Stähle mit 55 Grad Platten waren glaub ich von Walter R 0,4
1. Span mit T1 ca 6mm Zustellung (in D) n 1500 und vorschub 0,4 bis 0,5 mm U
2. Schlichtspan mit T2 Restzugestellt ca 4-5 mm N 1800 und Vorschun 0,18
So hat es bei mir nicht geschwungen , Mit geringerer Zustellung hatte ich kein Erfolg.
Material war glaub ich C45 und die Maschine eine CTX400.
Vieleicht hilfts Ja
Gruß
BFX
Der Beitrag wurde von BFX20001 bearbeitet: 14.09.2009, 19:41 Uhr
14.09.2009, 19:49 Uhr benalsan
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 19.07.2007
Beiträge: 204
Mitglied seit: 19.07.2007
Beiträge: 204
Hey Konstro
1. links direkt im futter durchmesser 25 spanntiefe jedoch nur 15mm
Die Spannung sah auch echt stabil aus. Spitzendruck war 7kn
Mehr ging nicht. Sollte es mit weniger Druck besser laufen? Meine psykalische Vorstellung ist.. Das das Werkzeug inner Mitte drückt und bei zuviel Spitzendruck das verbiegen,schwingen nur unterstützt wird.
Jeddoch hab ich bis auf 5kn reduziert ohne verbesserung!
2. Ja lediglich bei so kleinen Druchmesser. Mitfahrende Lünette ist bei uns leider nich vorhanden =(
3. eigentlich sind es Schrupp-Schlichtplatten ... ich hab sie verwendet weil ich 90° am absatz brauche mit 0,4eckenradius...
zudem zerspannen wir wenig crmo...
4. Geschlichtet hab ich in 3 schnitten da ich das mit den Schwingungen schon befürchtet habe.
Anfang 1000 Drehzahl f0,18 1mm zustellung ergebnis zeigte schon schwingungen(leichtes schwingeräusch)
2ter Gang.. Drehzahl 800 f0,3 1,5mm zustellung leichte verbesserung (kaum schwinggeräusch)
3ter gang Drehzahl 800 f 0,31 1,25mm zustellung verbesserung (schwingen leicht zuhören)
maßhaltigkeit gering und oberfläche besonders im mittleren bereich durch schwingungen beschädigt
2te aufnahme diesmal in 2 schnitten... 1mm zustellung Drehzahl 800 f0,31 (wieder schwingen)
letzter schnitt identisch... endergebnis wie beim ersten mal....
Ah okay... mit was Schruppt ihr denn son 100 druchmesser 1000 lang.. 42crmo4?
passiert das zwischen spitzen? vorschub drehzahl? hört sich interessant an....
Ich hab bis druchmesser 300 bereits gut erfahrung... jedoch zwischen Spitzen ganz wenig.. und ne Lünette ham wir leider nich..
--------------------------------------------------------------------
Hey Mibü
hab ich mir fast gedacht.. das da ne Lünette pflicht ist.... jeddoch wärs schön gewesen, da die laufzeit indemfall nicht so eine rolle spielt.
Hab fast deine Werte als startwert verwendet jedoch mit 1 mm zustellung... vielleicht sollte ich das nochmal ändern... zustellung möglichst gering mit hohem vorschub.... das teste ich nochmal
Achja vielen Dank schoma....
vielleicht findet sich ja noch wer...der noch mehr weis =)
1. links direkt im futter durchmesser 25 spanntiefe jedoch nur 15mm
Die Spannung sah auch echt stabil aus. Spitzendruck war 7kn
Mehr ging nicht. Sollte es mit weniger Druck besser laufen? Meine psykalische Vorstellung ist.. Das das Werkzeug inner Mitte drückt und bei zuviel Spitzendruck das verbiegen,schwingen nur unterstützt wird.
Jeddoch hab ich bis auf 5kn reduziert ohne verbesserung!
2. Ja lediglich bei so kleinen Druchmesser. Mitfahrende Lünette ist bei uns leider nich vorhanden =(
3. eigentlich sind es Schrupp-Schlichtplatten ... ich hab sie verwendet weil ich 90° am absatz brauche mit 0,4eckenradius...
zudem zerspannen wir wenig crmo...
4. Geschlichtet hab ich in 3 schnitten da ich das mit den Schwingungen schon befürchtet habe.
Anfang 1000 Drehzahl f0,18 1mm zustellung ergebnis zeigte schon schwingungen(leichtes schwingeräusch)
2ter Gang.. Drehzahl 800 f0,3 1,5mm zustellung leichte verbesserung (kaum schwinggeräusch)
3ter gang Drehzahl 800 f 0,31 1,25mm zustellung verbesserung (schwingen leicht zuhören)
maßhaltigkeit gering und oberfläche besonders im mittleren bereich durch schwingungen beschädigt
2te aufnahme diesmal in 2 schnitten... 1mm zustellung Drehzahl 800 f0,31 (wieder schwingen)
letzter schnitt identisch... endergebnis wie beim ersten mal....
Ah okay... mit was Schruppt ihr denn son 100 druchmesser 1000 lang.. 42crmo4?
passiert das zwischen spitzen? vorschub drehzahl? hört sich interessant an....
Ich hab bis druchmesser 300 bereits gut erfahrung... jedoch zwischen Spitzen ganz wenig.. und ne Lünette ham wir leider nich..
--------------------------------------------------------------------
Hey Mibü
hab ich mir fast gedacht.. das da ne Lünette pflicht ist.... jeddoch wärs schön gewesen, da die laufzeit indemfall nicht so eine rolle spielt.
Hab fast deine Werte als startwert verwendet jedoch mit 1 mm zustellung... vielleicht sollte ich das nochmal ändern... zustellung möglichst gering mit hohem vorschub.... das teste ich nochmal
Achja vielen Dank schoma....
vielleicht findet sich ja noch wer...der noch mehr weis =)
14.09.2009, 19:53 Uhr Drehpapst
Drehpapst
Level 5 = Community-Ingenieur
Gruppe: Mitglied
Mitglied seit: 28.04.2005
Beiträge: 650
Mitglied seit: 28.04.2005
Beiträge: 650
Mal andere Wendeplatten versuchen. Von Sandvik gibt es da eine "Viper" Platte. Mit der könnte es gehen. Vorschub hoch ist schon mal richtig. Schwingungen kommen auch von der Maschine selber.............dann wirds teurer.......
--------------------
Gruß,
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
14.09.2009, 19:55 Uhr benalsan
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 19.07.2007
Beiträge: 204
Mitglied seit: 19.07.2007
Beiträge: 204
Danke BFX20001,
hört sich echt gut an... hab mit den hohen vorschüben zunächst auch besser gefahren... aber als das material dünner wurde hab ich mich für reduziern entschlossen...
Zustellung hoch... und Vorschub auch... Dann ist also Druck die Lösung damit das Werkstück nicht zu schwingen anfängt...
Das werde ich aufjednfall testen und die Platten such ich gleich auch ma...
Spannung war auch mit Backen -> Reitstock ? oder zwischen Spitzen komplett?(also mit MItnehmern)
Weiste den Reitstockdruck noch?
Achja und Danke =)
nachdem ich die letzten zwei jahre fast nur gelesen habe... hat sich das posten in den letzten zwei stunden echt wieder gelohnt *G
gruß benni
hört sich echt gut an... hab mit den hohen vorschüben zunächst auch besser gefahren... aber als das material dünner wurde hab ich mich für reduziern entschlossen...
Zustellung hoch... und Vorschub auch... Dann ist also Druck die Lösung damit das Werkstück nicht zu schwingen anfängt...
Das werde ich aufjednfall testen und die Platten such ich gleich auch ma...
Spannung war auch mit Backen -> Reitstock ? oder zwischen Spitzen komplett?(also mit MItnehmern)
Weiste den Reitstockdruck noch?
Achja und Danke =)
nachdem ich die letzten zwei jahre fast nur gelesen habe... hat sich das posten in den letzten zwei stunden echt wieder gelohnt *G
gruß benni
14.09.2009, 20:03 Uhr
Konstro
Level 4 = Community-Meister
Gruppe: Mitglied
Mitglied seit: 19.05.2008
Beiträge: 539
Mitglied seit: 19.05.2008
Beiträge: 539
hm, bei schwingungen spiele ich mit den drehzahlen!!! das geht aber nur wenn du immer an der maschine bist.
ich glaube auch das es an der platte liegt, ich kann die viper nur weiter empfehlen!!!
du muss bei dem durchmesser drauf achten das du noch genug material vor der platte hast!!! also beim 0.4 R habe ich min. 0.25 zugestellt, damit kommt sie nicht so schnell ins schwinken!!!
ich glaube auch das es an der platte liegt, ich kann die viper nur weiter empfehlen!!!
du muss bei dem durchmesser drauf achten das du noch genug material vor der platte hast!!! also beim 0.4 R habe ich min. 0.25 zugestellt, damit kommt sie nicht so schnell ins schwinken!!!
14.09.2009, 20:03 Uhr
BFX20001
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 19.01.2008
Beiträge: 222
Mitglied seit: 19.01.2008
Beiträge: 222
Spannung war im Futter weiche Backen mit Stufe auf ca 30mm länge gespannt und mit Reitstock ,und ich hab Schrupp Schlicht Platten 55 Grad genommen .
Druck weiß ich nicht mehr genau is scho a paar jahre her die Teile ,waren glaubi so 15 -20 Bar , bei Weichen Stufen Backen kanns des
Teil ja nicht Hinterschieben .
Der Beitrag wurde von BFX20001 bearbeitet: 14.09.2009, 20:07 Uhr
Druck weiß ich nicht mehr genau is scho a paar jahre her die Teile ,waren glaubi so 15 -20 Bar , bei Weichen Stufen Backen kanns des
Teil ja nicht Hinterschieben .
Der Beitrag wurde von BFX20001 bearbeitet: 14.09.2009, 20:07 Uhr
14.09.2009, 20:23 Uhr benalsan
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 19.07.2007
Beiträge: 204
Mitglied seit: 19.07.2007
Beiträge: 204
@konstro
Viper Platte von Sandvik... wenn ich noch nen Halter dafür finde.. dann bestell ich davon ma Welche.
Ja Drehzahl spieln ist so ne Sache... bin vielleicht ein bissch zu Sachte dabeigegangen..
Also minimalzustellung hat nicht funktioniert.. ab 0,3 gabs keine richtige Spannabnahme..
Aber der Schlichtschnitt alleine ist wohl nicht das Problem...
Das Schwingen begann ja schon beim Schruppen... und ging beim schlichten dann weiter... nur nichtmehr so stark...
ich teste morgen wenn ichs schaffe und berichte dann....
achja
was für ne Wendeschneidsorte von Sandvik verwendet ihr überwiegend für cromo?
----------------------------------------------------------------------------
@ BFX
Ah okay dann teste ich das mal... hört sich aufjednfall gut an....
Druck wird dann halt... alles was geht...
Ich berichte dann.... vielen Dank an alle...
bis dann
gruß benni
Viper Platte von Sandvik... wenn ich noch nen Halter dafür finde.. dann bestell ich davon ma Welche.
Ja Drehzahl spieln ist so ne Sache... bin vielleicht ein bissch zu Sachte dabeigegangen..
Also minimalzustellung hat nicht funktioniert.. ab 0,3 gabs keine richtige Spannabnahme..
Aber der Schlichtschnitt alleine ist wohl nicht das Problem...
Das Schwingen begann ja schon beim Schruppen... und ging beim schlichten dann weiter... nur nichtmehr so stark...
ich teste morgen wenn ichs schaffe und berichte dann....
achja
was für ne Wendeschneidsorte von Sandvik verwendet ihr überwiegend für cromo?
----------------------------------------------------------------------------
@ BFX
Ah okay dann teste ich das mal... hört sich aufjednfall gut an....
Druck wird dann halt... alles was geht...
Ich berichte dann.... vielen Dank an alle...
bis dann
gruß benni
14.09.2009, 20:38 Uhr
Drehpapst
Level 5 = Community-Ingenieur
Gruppe: Mitglied
Mitglied seit: 28.04.2005
Beiträge: 650
Mitglied seit: 28.04.2005
Beiträge: 650
Wenn du bei Sandvik anrufst um die Platte zu bestellen dann lass dich auch gleich mal mit einem Techniker/Anwendungsberater verbinden und schilder dem mal dein Problem. Material etc... Dann fragst du ihn mal nach Werten für Zustellung und Vorschub etc. Die kennen sich sicher aus damit und können dir gute Tips geben. Schliesslich verkaufen sie es auch
Immer erst Schmidt fragen, nicht Schmidtchen..........
Immer erst Schmidt fragen, nicht Schmidtchen..........
--------------------
Gruß,
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
15.09.2009, 07:16 Uhr HAINBUCH
HAINBUCH
Level 4 = Community-Meister

Gruppe: Berater
Mitglied seit: 27.01.2008
Beiträge: 336
Mitglied seit: 27.01.2008
Beiträge: 336
Hallo,
vernünftig drehen bei nahezu 15xd ohne Abstützung/Lünette halte ich schlichtweg für nicht möglich. Denke da kannst du Platten verwenden wie du willst....
Auf 2-3x drehen und jeweils im Spannmittel spannen ist sicherlich das beste....Toleranzen durch wiederholtes spannen sind da nicht zu verhindern
Achim
vernünftig drehen bei nahezu 15xd ohne Abstützung/Lünette halte ich schlichtweg für nicht möglich. Denke da kannst du Platten verwenden wie du willst....
Auf 2-3x drehen und jeweils im Spannmittel spannen ist sicherlich das beste....Toleranzen durch wiederholtes spannen sind da nicht zu verhindern
Achim
--------------------
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
15.09.2009, 12:35 Uhr
Drehpapst
Level 5 = Community-Ingenieur
Gruppe: Mitglied
Mitglied seit: 28.04.2005
Beiträge: 650
Mitglied seit: 28.04.2005
Beiträge: 650
Schwingungen beim drehen werden entweder von dem Werkzeug oder der Maschine verursacht. Die eine Maschine entwickelt mehr Schwingungen, die andere weniger. Kommt eben auf die Komponenten, Maschinenbett, Spindel, Spindellagerung, an. Beim Werkzeug ist das auch so. Ausspannlänge, Schneidengeometrie,...15xD halte ich zwischen Sptzen und ohne Abstützung für sehr wohl machbar, sofern die Voraussetzungen dafür stimmen. Ob Mazak für eine solche Wellenbearbeitung das richtige ist kann ich aber nicht beurteilen, da ich diese Maschinen nicht kenne.
--------------------
Gruß,
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
15.09.2009, 12:53 Uhr InTex
InTex
Level 7 = Community-Professor
Gruppe: Mitglied
Mitglied seit: 19.02.2007
Beiträge: 4.191
Mitglied seit: 19.02.2007
Beiträge: 4.191
Hallo
Die Maschine wird nicht gerade der springende Punkt sein, daß alles in Schwingung geriet. Wenn ich mir den Vorschub von 0.012 ansehe, würde ich sagen, daß der Hund schon da begraben liegt. Auch wenn es sich um einen legierten Vergütungsstahl handel, würde ich den dann doch auf 0.25 hochsetzen. Schnittiefe im Durchmesser auf 2mm setzen und 0.4mm Schlichtaufmass lassen. Das alles bei ca 1200 Umdrehungen. Schlichten mit 1500 Umdrehungen und 0,1 mm Vorschub. Und volles Programm Wasser drauf.
Die Maschine wird nicht gerade der springende Punkt sein, daß alles in Schwingung geriet. Wenn ich mir den Vorschub von 0.012 ansehe, würde ich sagen, daß der Hund schon da begraben liegt. Auch wenn es sich um einen legierten Vergütungsstahl handel, würde ich den dann doch auf 0.25 hochsetzen. Schnittiefe im Durchmesser auf 2mm setzen und 0.4mm Schlichtaufmass lassen. Das alles bei ca 1200 Umdrehungen. Schlichten mit 1500 Umdrehungen und 0,1 mm Vorschub. Und volles Programm Wasser drauf.
--------------------
Eine Schraube ohne Gewinde ist ein Nagel
Grüsse aus dem Harz - InTex
Grüsse aus dem Harz - InTex
15.09.2009, 13:06 Uhr
Drehpapst
Level 5 = Community-Ingenieur
Gruppe: Mitglied
Mitglied seit: 28.04.2005
Beiträge: 650
Mitglied seit: 28.04.2005
Beiträge: 650
Klar, erst mal die Schnittwerte ausreizen was geht. Wenn du da dann am Ende bist, Plattenhersteller kontaktieren. Mit Viper oder anderen Produkten (kann ja sein dass es mittlerweile schon bessere gibt) probieren. Man kann sich auch mit Dämpfungselementen helfen seitens des Werkzeughalters.
Wenn dann aber nach allen Versuchen immer noch nichts befriedigendes herauskommt bleibt nichts anderes übrig als mal andere Machinenhersteller zu fragen. Nicht umsonst gibt es Spezialisten für Wellenbearbeitungen. Und die können das. Siehe Automobilindustrie in der Nockenwellen-, Antriebswellen-, Kurbelwellenfertigung, etc....
Jedenfalls halte ich persönlich 15xD fliegend für durchaus machbar. Nicht mehr und nicht weniger.
P.S.
Spanndrücke seien auch noch erwähnt...
Der Beitrag wurde von Drehpapst bearbeitet: 15.09.2009, 13:13 Uhr
Wenn dann aber nach allen Versuchen immer noch nichts befriedigendes herauskommt bleibt nichts anderes übrig als mal andere Machinenhersteller zu fragen. Nicht umsonst gibt es Spezialisten für Wellenbearbeitungen. Und die können das. Siehe Automobilindustrie in der Nockenwellen-, Antriebswellen-, Kurbelwellenfertigung, etc....
Jedenfalls halte ich persönlich 15xD fliegend für durchaus machbar. Nicht mehr und nicht weniger.
P.S.
Spanndrücke seien auch noch erwähnt...
Der Beitrag wurde von Drehpapst bearbeitet: 15.09.2009, 13:13 Uhr
--------------------
Gruß,
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
15.09.2009, 14:56 Uhr
MiBü
Klugscheisser
Gruppe: Mitglied
Mitglied seit: 18.05.2005
Beiträge: 2.402
Mitglied seit: 18.05.2005
Beiträge: 2.402
Servus,
also den Druck des Reitstocks würd ich mal auf 3-5Bar setzen, und das in dem Fall ne Viper Platte helfen könnte, kann ich mir eigentlich garnicht vorstellen, da die Viper Geometrie ja eher drückt (Viper ist doch dafür da, bessere Rauheit mit höherem Vorschub).
@Hainbuch: nichts ist unmöglich, aber eine Serie wird daraus mit Sicherheit nicht
Btw. mit nem Spannzangenfutter wäre die Sache bestimmt "einfacher", aber auf jedenfall ausgedrehte Backen nehmen und keine "harten"!
Gruß
Michael
also den Druck des Reitstocks würd ich mal auf 3-5Bar setzen, und das in dem Fall ne Viper Platte helfen könnte, kann ich mir eigentlich garnicht vorstellen, da die Viper Geometrie ja eher drückt (Viper ist doch dafür da, bessere Rauheit mit höherem Vorschub).
@Hainbuch: nichts ist unmöglich, aber eine Serie wird daraus mit Sicherheit nicht
Btw. mit nem Spannzangenfutter wäre die Sache bestimmt "einfacher", aber auf jedenfall ausgedrehte Backen nehmen und keine "harten"!
Gruß
Michael
--------------------
Gruß
Michael
Michael
15.09.2009, 16:58 Uhr
HAINBUCH
Level 4 = Community-Meister
Gruppe: Berater
Mitglied seit: 27.01.2008
Beiträge: 336
Mitglied seit: 27.01.2008
Beiträge: 336
Hallo,
sicherlich seit Ihr die Anwender und ich in manchen Fällen nur Theoretiker - Physik war auch nicht mein Lieblingsfach, aber so Dinge wie z.B. Schwerkraft spüre ich leider jeden Morgen
Nehmen wir also den rechnerisch günstigsten Fall D=20 L=400 - zudem noch als eingespannten Biegestab!! - dass ist mehr als günstig - zwischen Spitzen bekommt unser junger Kollege eher noch eine axiale Kraft der Pinole die zur Durchbiegung beiträgt.
Rechnung überschlägig!!
Bearbeitungskraft nach Werte "Drehpapst": F_c= ap * kc= 0,5mm² * 2500N/mm² = 1250N
Dass heisst wir drücken mit 125kg in die Mitte eines 400mm langen, einseitig eingespannten Stabes mit 20mm Durchmesser
Weiter:
Durchbiegung f : 0,12mm (Tabellenbuch Metalltechnik 8.Auflage Seite G36 - Schnittkraft greift in der Mitte des Welle an - Formel schreib ich jetzt hier nicht rein - ist mir zu lang)
Hoffe nicht dass ich 'nen Rechenfehler gemacht habe .
.
Das heißt bei o.g. Schnittwerten lenkt das Werkstück 0,12mm aus. Vernünftig drehen geht da nicht...
Achim
sicherlich seit Ihr die Anwender und ich in manchen Fällen nur Theoretiker
- Physik war auch nicht mein Lieblingsfach, aber so Dinge wie z.B. Schwerkraft spüre ich leider jeden Morgen Nehmen wir also den rechnerisch günstigsten Fall D=20 L=400 - zudem noch als eingespannten Biegestab!! - dass ist mehr als günstig - zwischen Spitzen bekommt unser junger Kollege eher noch eine axiale Kraft der Pinole die zur Durchbiegung beiträgt.
Rechnung überschlägig!!
Bearbeitungskraft nach Werte "Drehpapst": F_c= ap * kc= 0,5mm² * 2500N/mm² = 1250N
Dass heisst wir drücken mit 125kg in die Mitte eines 400mm langen, einseitig eingespannten Stabes mit 20mm Durchmesser
Weiter:
Durchbiegung f : 0,12mm (Tabellenbuch Metalltechnik 8.Auflage Seite G36 - Schnittkraft greift in der Mitte des Welle an - Formel schreib ich jetzt hier nicht rein - ist mir zu lang)
Hoffe nicht dass ich 'nen Rechenfehler gemacht habe
.Das heißt bei o.g. Schnittwerten lenkt das Werkstück 0,12mm aus. Vernünftig drehen geht da nicht...
Achim
--------------------
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
15.09.2009, 17:09 Uhr 15.09.2009, 17:24 Uhr
Drehpapst
Level 5 = Community-Ingenieur
Gruppe: Mitglied
Mitglied seit: 28.04.2005
Beiträge: 650
Mitglied seit: 28.04.2005
Beiträge: 650
QUOTE (HAINBUCH @ 15.09.2009, 17:58) 
Hallo,
sicherlich seit Ihr die Anwender und ich in manchen Fällen nur Theoretiker - Physik war auch nicht mein Lieblingsfach, aber so Dinge wie z.B. Schwerkraft spüre ich leider jeden Morgen
Nehmen wir also den rechnerisch günstigsten Fall D=20 L=400 - zudem noch als eingespannten Biegestab!! - dass ist mehr als günstig - zwischen Spitzen bekommt unser junger Kollege eher noch eine axiale Kraft der Pinole die zur Durchbiegung beiträgt.
Rechnung überschlägig!!
Bearbeitungskraft nach Werte "Drehpapst": F_c= ap * kc= 0,5mm² * 2500N/mm² = 1250N
Dass heisst wir drücken mit 125kg in die Mitte eines 400mm langen, einseitig eingespannten Stabes mit 20mm Durchmesser
Weiter:
Durchbiegung f : 0,12mm (Tabellenbuch Metalltechnik 8.Auflage Seite G36 - Schnittkraft greift in der Mitte des Welle an - Formel schreib ich jetzt hier nicht rein - ist mir zu lang)
Hoffe nicht dass ich 'nen Rechenfehler gemacht habe .
Das heißt bei o.g. Schnittwerten lenkt das Werkstück 0,12mm aus. Vernünftig drehen geht da nicht...
Achim
sicherlich seit Ihr die Anwender und ich in manchen Fällen nur Theoretiker
- Physik war auch nicht mein Lieblingsfach, aber so Dinge wie z.B. Schwerkraft spüre ich leider jeden Morgen Nehmen wir also den rechnerisch günstigsten Fall D=20 L=400 - zudem noch als eingespannten Biegestab!! - dass ist mehr als günstig - zwischen Spitzen bekommt unser junger Kollege eher noch eine axiale Kraft der Pinole die zur Durchbiegung beiträgt.
Rechnung überschlägig!!
Bearbeitungskraft nach Werte "Drehpapst": F_c= ap * kc= 0,5mm² * 2500N/mm² = 1250N
Dass heisst wir drücken mit 125kg in die Mitte eines 400mm langen, einseitig eingespannten Stabes mit 20mm Durchmesser
Weiter:
Durchbiegung f : 0,12mm (Tabellenbuch Metalltechnik 8.Auflage Seite G36 - Schnittkraft greift in der Mitte des Welle an - Formel schreib ich jetzt hier nicht rein - ist mir zu lang)
Hoffe nicht dass ich 'nen Rechenfehler gemacht habe
.Das heißt bei o.g. Schnittwerten lenkt das Werkstück 0,12mm aus. Vernünftig drehen geht da nicht...
Achim
Einspruch!
Ich habe keinerlei Werte wie F_c= ap * kc= 0,5mm² * 2500N/mm² = 1250N oder sonstiges angegeben. Wenn ja, wo??
Alles was ich sagte war dass 15xD fliegend machbar ist. Nicht mehr und nicht weniger. Auch habe ich nie von 20xD gesprochen wie du jetzt. Wenn ja, wo???
Nach wie vor stehe ich zu 15xD fliegend.
Bitte keine Unterstellungen. Ich weiss, das ist verlockend. Machen ja auch die Politiker und Manager gerne. Aber bitte nicht mit mir. Ich gehöre nicht zu der Sorte. Ich gehöre zu der Sorte die zu dem steht was sie sagt. Nicht was andere hinein interpretieren wollen wenn sie gerade in ihre Glaskugel schauen.
Nix für ungut. Aber das musste ich unbedingt dazu loswerden.
Also nimms locker
--------------------
Gruß,
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
15.09.2009, 18:42 Uhr
HAINBUCH
Level 4 = Community-Meister
Gruppe: Berater
Mitglied seit: 27.01.2008
Beiträge: 336
Mitglied seit: 27.01.2008
Beiträge: 336
Hallo Drehpapst,
den technischen Werten bin ich in der Zeile verutscht - dass waren die vorgeschlagenen Vorschub- und Zustellwerte von inTex. Die 2500N/mm² sind die mittleren spezifischen Schnittwerte.
- dass waren die vorgeschlagenen Vorschub- und Zustellwerte von inTex. Die 2500N/mm² sind die mittleren spezifischen Schnittwerte.
Von 20xd habe ich nicht gesprochen sondern vom Durchmesser 20mm (D=20)
Zu Manager und Politiker würde ich mich auch nicht zählen!!!! Glaskugeln gibt's bei Hainbuch auch nicht.....dafür 'nen Taschenrechner und Tabellenbuch...
Aber bleiben wir bei der Sache!
Würde mich trotzdem interessieren wie du 15xd herstellen willst - bin jede Woche bei einem namhaften Drehmaschinenhersteller zu Gast - wenn ich bei den Herren 15xd erwähne Grinsen die nur und meinen dann lakonisch "....gut drauf heute der Vertreter von Hainbuch - immer für 'nen Spaß gut...."
Trotz allem sorry - nichts für ungut.....
Achim
den technischen Werten bin ich in der Zeile verutscht
- dass waren die vorgeschlagenen Vorschub- und Zustellwerte von inTex. Die 2500N/mm² sind die mittleren spezifischen Schnittwerte.Von 20xd habe ich nicht gesprochen sondern vom Durchmesser 20mm (D=20)
Zu Manager und Politiker würde ich mich auch nicht zählen!!!! Glaskugeln gibt's bei Hainbuch auch nicht.....dafür 'nen Taschenrechner und Tabellenbuch...
Aber bleiben wir bei der Sache!
Würde mich trotzdem interessieren wie du 15xd herstellen willst - bin jede Woche bei einem namhaften Drehmaschinenhersteller zu Gast - wenn ich bei den Herren 15xd erwähne Grinsen die nur und meinen dann lakonisch "....gut drauf heute der Vertreter von Hainbuch - immer für 'nen Spaß gut...."
Trotz allem sorry - nichts für ungut.....
Achim
--------------------
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
15.09.2009, 18:51 Uhr
InTex
Level 7 = Community-Professor
Gruppe: Mitglied
Mitglied seit: 19.02.2007
Beiträge: 4.191
Mitglied seit: 19.02.2007
Beiträge: 4.191
QUOTE (HAINBUCH @ 15.09.2009, 19:42)
Hallo Drehpapst,
den technischen Werten bin ich in der Zeile verutscht - dass waren die vorgeschlagenen Vorschub- und Zustellwerte von inTex. Die 2500N/mm² sind die mittleren spezifischen Schnittwerte.
Von 20xd habe ich nicht gesprochen sondern vom Durchmesser 20mm (D=20)
Zu Manager und Politiker würde ich mich auch nicht zählen!!!! Glaskugeln gibt's bei Hainbuch auch nicht.....dafür 'nen Taschenrechner und Tabellenbuch...
Aber bleiben wir bei der Sache!
Würde mich trotzdem interessieren wie du 15xd herstellen willst - bin jede Woche bei einem namhaften Drehmaschinenhersteller zu Gast - wenn ich bei den Herren 15xd erwähne Grinsen die nur und meinen dann lakonisch "....gut drauf heute der Vertreter von Hainbuch - immer für 'nen Spaß gut...."
Trotz allem sorry - nichts für ungut.....
Achim
den technischen Werten bin ich in der Zeile verutscht
- dass waren die vorgeschlagenen Vorschub- und Zustellwerte von inTex. Die 2500N/mm² sind die mittleren spezifischen Schnittwerte.Von 20xd habe ich nicht gesprochen sondern vom Durchmesser 20mm (D=20)
Zu Manager und Politiker würde ich mich auch nicht zählen!!!! Glaskugeln gibt's bei Hainbuch auch nicht.....dafür 'nen Taschenrechner und Tabellenbuch...
Aber bleiben wir bei der Sache!
Würde mich trotzdem interessieren wie du 15xd herstellen willst - bin jede Woche bei einem namhaften Drehmaschinenhersteller zu Gast - wenn ich bei den Herren 15xd erwähne Grinsen die nur und meinen dann lakonisch "....gut drauf heute der Vertreter von Hainbuch - immer für 'nen Spaß gut...."
Trotz allem sorry - nichts für ungut.....
Achim
@HAINBUCH
Wie jetzt??? - Auf Grund meiner Werte kommen diese Kräfte zu stande? Bei den Schnittwerten die oben benutzt werden, könnt ihr die Teile gleich aus dem vollen Rundschleifen.
--------------------
Eine Schraube ohne Gewinde ist ein Nagel
Grüsse aus dem Harz - InTex
Grüsse aus dem Harz - InTex
15.09.2009, 18:51 Uhr
Drehpapst
Level 5 = Community-Ingenieur
Gruppe: Mitglied
Mitglied seit: 28.04.2005
Beiträge: 650
Mitglied seit: 28.04.2005
Beiträge: 650
D=20 L=400 ergibt auch ohne Taschenrechner 20xD.
Na, wenn du jede Woche bei namhaften Herstellern bist dann vermute ich mal du bist nicht bei den richtigen.
Wer gibt dir denn solche Antworten? Welche Hersteller? Aber nicht wieder in der Zeile verrutschen....
Auch nix für ungut
Na, wenn du jede Woche bei namhaften Herstellern bist dann vermute ich mal du bist nicht bei den richtigen.
Wer gibt dir denn solche Antworten? Welche Hersteller? Aber nicht wieder in der Zeile verrutschen....
Auch nix für ungut
--------------------
Gruß,
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
15.09.2009, 19:13 Uhr
HAINBUCH
Level 4 = Community-Meister
Gruppe: Berater
Mitglied seit: 27.01.2008
Beiträge: 336
Mitglied seit: 27.01.2008
Beiträge: 336
Hallo inTex,
rein rechnerisch kommen diese Werte raus!!
Hallo Drehpapst,
Werte kommen vom 1. Post von benalsan.
Aber du hast natürlich recht - ist 20xd - bin jetzt zu Hause und hab's auch ohne Taschenrechner und Tabellenbuch raus bekommen
Ich denke: eine 400mm lange Stange mit Durchmesser 20mm einseitig im Schraubstock eingespannt, nach 400mm auf einem 2. Punkt lose aufgelegt und in der Mitte mit 125kg belastet biegt sich ca. 0,12mm durch - halte ich rein gefühlsmäßig nicht für falsch.
Vielleicht kann unser Lehrling im Dritten mal so'n Test aufbauen - einfach 'ne Messuhr unter die Stange halten....
Gruß Achim
rein rechnerisch kommen diese Werte raus!!
Hallo Drehpapst,
Werte kommen vom 1. Post von benalsan.
QUOTE
Jetzt meine Frage... wie macht man sowas richtig?!
Ist es möglich ne Welle mit Durchmesser 15-20 400-500lang maßhaltig zwischen Spitzen zu drehen?
Wenn ja welches Werkzeug ist empfehlnswert? Drehzahln und Vorschübe?
Ist es möglich ne Welle mit Durchmesser 15-20 400-500lang maßhaltig zwischen Spitzen zu drehen?
Wenn ja welches Werkzeug ist empfehlnswert? Drehzahln und Vorschübe?
Aber du hast natürlich recht - ist 20xd - bin jetzt zu Hause und hab's auch ohne Taschenrechner und Tabellenbuch raus bekommen
Ich denke: eine 400mm lange Stange mit Durchmesser 20mm einseitig im Schraubstock eingespannt, nach 400mm auf einem 2. Punkt lose aufgelegt und in der Mitte mit 125kg belastet biegt sich ca. 0,12mm durch - halte ich rein gefühlsmäßig nicht für falsch.
Vielleicht kann unser Lehrling im Dritten mal so'n Test aufbauen - einfach 'ne Messuhr unter die Stange halten....
Gruß Achim
--------------------
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
Highlights
5µm Rundlauf gefällig? Automatischer Spannmittelwechsel?
Klick zur Automatierung......Klick zur TOPlus Premium 5µm
________________________________________________________________________________
15.09.2009, 19:31 Uhr
Drehpapst
Level 5 = Community-Ingenieur
Gruppe: Mitglied
Mitglied seit: 28.04.2005
Beiträge: 650
Mitglied seit: 28.04.2005
Beiträge: 650
Na, wenn du für 20xD mit deinen angenommenen Voraussetzungen das richtig errechnet hast, wird das wohl so sein.
Aber so ein Test wie du ihn jetzt beschreibst hat für mich kaum bis keine Aussagekraft. Die Vorgehensweise um eine Welle von 15xD fliegend zu drehen (nicht 20xD) sollte doch anders aussehen.
Man nehme sich eine geeignete Drehmaschine (Hersteller von Wellendrehmaschinen. Nach Möglichkeit keine vertikale). Hab da 2 Hersteller im Auge. Zu der geeigneten Drehmaschine nehme man dann noch das geeignete Spannmittel (Stirnmitnehmer auf Spindelseite mit ausfahrbarer Spitze. Andere Seite entweder NC-Reitstock oder hydraulisch). Dann spanne man besagte (vorzentrierte) Welle ein. Nun kommt die Messuhr zum Einsatz. Man stelle also die Messuhr ran und spanne das ganze. Nun lese man den Wert der Messuhr, gerne auch mehrere, ab. Falls Verbiegung zu gross reduziere man die Spanndrücke bis man innerhalb der erforderlichen Toleranz ist. Nun kommt der Plattenexperte zum Einsatz. Man nehme eine Platte nach dessen Meinung und probiere das ganze zu zerspanen nach dessen Vorgaben (nur Schlichtschnitt natürlich). Wenn geschruppt werden soll vorher spricht aus Taktzeitgründen sicher nichts gegen eine Lünette+höherem Spanndruck. Sollte kein Problem darstellen, da die Spanndrücke ja via Prop-Ventil über die NC geregelt werden können. Ausserdem ist es eh ratsam nach dem Schruppen kurz zu entspannen damit sich die Welle wieder richten kann.
Wenn nun noch Probleme zu sehen sind befrage man den Plattenexperten. Normalerweise haben die immer noch eine "Geheimwaffe" im Koffer. Wenn nicht, andere erfolgsversprechende Geometrie anfertigen lassen und nochmal probieren. Spätestens dann sollte es gehen. Falls nicht hätte ich da noch seitens der Maschine/Spannmittel noch eine Möglichkeit welche ich aber bis das alles erst mal erfolgt ist für mich behalten möchte.
P.S.
Den Werkzeughalter hatte ich jetzt ganz ausser Acht gelassen. Dieser muss natürlich auch dei entsprechende Ausführung sein. Also sehr wahrscheinlich Hartmetall, kurze Einspannung und evtl. noch Dämpfungselemente hinzu.....Bin da nicht auf dem neuesten Stand was es da alles so gibt. Aber es gibt was, das ist sicher. Vor 10Jahren gab es ja auch schon was. Das kann mir der nette Herr vom Plattenhersteller sicher sagen.
Der Beitrag wurde von Drehpapst bearbeitet: 15.09.2009, 19:38 Uhr
Aber so ein Test wie du ihn jetzt beschreibst hat für mich kaum bis keine Aussagekraft. Die Vorgehensweise um eine Welle von 15xD fliegend zu drehen (nicht 20xD) sollte doch anders aussehen.
Man nehme sich eine geeignete Drehmaschine (Hersteller von Wellendrehmaschinen. Nach Möglichkeit keine vertikale). Hab da 2 Hersteller im Auge. Zu der geeigneten Drehmaschine nehme man dann noch das geeignete Spannmittel (Stirnmitnehmer auf Spindelseite mit ausfahrbarer Spitze. Andere Seite entweder NC-Reitstock oder hydraulisch). Dann spanne man besagte (vorzentrierte) Welle ein. Nun kommt die Messuhr zum Einsatz. Man stelle also die Messuhr ran und spanne das ganze. Nun lese man den Wert der Messuhr, gerne auch mehrere, ab. Falls Verbiegung zu gross reduziere man die Spanndrücke bis man innerhalb der erforderlichen Toleranz ist. Nun kommt der Plattenexperte zum Einsatz. Man nehme eine Platte nach dessen Meinung und probiere das ganze zu zerspanen nach dessen Vorgaben (nur Schlichtschnitt natürlich). Wenn geschruppt werden soll vorher spricht aus Taktzeitgründen sicher nichts gegen eine Lünette+höherem Spanndruck. Sollte kein Problem darstellen, da die Spanndrücke ja via Prop-Ventil über die NC geregelt werden können. Ausserdem ist es eh ratsam nach dem Schruppen kurz zu entspannen damit sich die Welle wieder richten kann.
Wenn nun noch Probleme zu sehen sind befrage man den Plattenexperten. Normalerweise haben die immer noch eine "Geheimwaffe" im Koffer. Wenn nicht, andere erfolgsversprechende Geometrie anfertigen lassen und nochmal probieren. Spätestens dann sollte es gehen. Falls nicht hätte ich da noch seitens der Maschine/Spannmittel noch eine Möglichkeit welche ich aber bis das alles erst mal erfolgt ist für mich behalten möchte.
P.S.
Den Werkzeughalter hatte ich jetzt ganz ausser Acht gelassen. Dieser muss natürlich auch dei entsprechende Ausführung sein. Also sehr wahrscheinlich Hartmetall, kurze Einspannung und evtl. noch Dämpfungselemente hinzu.....Bin da nicht auf dem neuesten Stand was es da alles so gibt. Aber es gibt was, das ist sicher. Vor 10Jahren gab es ja auch schon was. Das kann mir der nette Herr vom Plattenhersteller sicher sagen.
Der Beitrag wurde von Drehpapst bearbeitet: 15.09.2009, 19:38 Uhr
--------------------
Gruß,
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
Drehpapst
Willen braucht man. Und Zigaretten.
Wer Visionen hat, sollte zum Arzt gehen.
Helmut Schmidt
15.09.2009, 19:48 Uhr
InTex
Level 7 = Community-Professor
Gruppe: Mitglied
Mitglied seit: 19.02.2007
Beiträge: 4.191
Mitglied seit: 19.02.2007
Beiträge: 4.191
QUOTE (Drehpapst @ 15.09.2009, 20:31)
Na, wenn du für 20xD mit deinen angenommenen Voraussetzungen das richtig errechnet hast, wird das wohl so sein.
Aber so ein Test wie du ihn jetzt beschreibst hat für mich kaum bis keine Aussagekraft. Die Vorgehensweise um eine Welle von 15xD fliegend zu drehen (nicht 20xD) sollte doch anders aussehen.
Man nehme sich eine geeignete Drehmaschine (Hersteller von Wellendrehmaschinen. Nach Möglichkeit keine vertikale). Hab da 2 Hersteller im Auge. Zu der geeigneten Drehmaschine nehme man dann noch das geeignete Spannmittel (Stirnmitnehmer auf Spindelseite mit ausfahrbarer Spitze. Andere Seite entweder NC-Reitstock oder hydraulisch). Dann spanne man besagte (vorzentrierte) Welle ein. Nun kommt die Messuhr zum Einsatz. Man stelle also die Messuhr ran und spanne das ganze. Nun lese man den Wert der Messuhr, gerne auch mehrere, ab. Falls Verbiegung zu gross reduziere man die Spanndrücke bis man innerhalb der erforderlichen Toleranz ist. Nun kommt der Plattenexperte zum Einsatz. Man nehme eine Platte nach dessen Meinung und probiere das ganze zu zerspanen nach dessen Vorgaben (nur Schlichtschnitt natürlich). Wenn geschruppt werden soll vorher spricht aus Taktzeitgründen sicher nichts gegen eine Lünette+höherem Spanndruck. Sollte kein Problem darstellen, da die Spanndrücke ja via Prop-Ventil über die NC geregelt werden können. Ausserdem ist es eh ratsam nach dem Schruppen kurz zu entspannen damit sich die Welle wieder richten kann.
Wenn nun noch Probleme zu sehen sind befrage man den Plattenexperten. Normalerweise haben die immer noch eine "Geheimwaffe" im Koffer. Wenn nicht, andere erfolgsversprechende Geometrie anfertigen lassen und nochmal probieren. Spätestens dann sollte es gehen. Falls nicht hätte ich da noch seitens der Maschine/Spannmittel noch eine Möglichkeit welche ich aber bis das alles erst mal erfolgt ist für mich behalten möchte.
P.S.
Den Werkzeughalter hatte ich jetzt ganz ausser Acht gelassen. Dieser muss natürlich auch dei entsprechende Ausführung sein. Also sehr wahrscheinlich Hartmetall, kurze Einspannung und evtl. noch Dämpfungselemente hinzu.....Bin da nicht auf dem neuesten Stand was es da alles so gibt. Aber es gibt was, das ist sicher. Vor 10Jahren gab es ja auch schon was. Das kann mir der nette Herr vom Plattenhersteller sicher sagen.
Aber so ein Test wie du ihn jetzt beschreibst hat für mich kaum bis keine Aussagekraft. Die Vorgehensweise um eine Welle von 15xD fliegend zu drehen (nicht 20xD) sollte doch anders aussehen.
Man nehme sich eine geeignete Drehmaschine (Hersteller von Wellendrehmaschinen. Nach Möglichkeit keine vertikale). Hab da 2 Hersteller im Auge. Zu der geeigneten Drehmaschine nehme man dann noch das geeignete Spannmittel (Stirnmitnehmer auf Spindelseite mit ausfahrbarer Spitze. Andere Seite entweder NC-Reitstock oder hydraulisch). Dann spanne man besagte (vorzentrierte) Welle ein. Nun kommt die Messuhr zum Einsatz. Man stelle also die Messuhr ran und spanne das ganze. Nun lese man den Wert der Messuhr, gerne auch mehrere, ab. Falls Verbiegung zu gross reduziere man die Spanndrücke bis man innerhalb der erforderlichen Toleranz ist. Nun kommt der Plattenexperte zum Einsatz. Man nehme eine Platte nach dessen Meinung und probiere das ganze zu zerspanen nach dessen Vorgaben (nur Schlichtschnitt natürlich). Wenn geschruppt werden soll vorher spricht aus Taktzeitgründen sicher nichts gegen eine Lünette+höherem Spanndruck. Sollte kein Problem darstellen, da die Spanndrücke ja via Prop-Ventil über die NC geregelt werden können. Ausserdem ist es eh ratsam nach dem Schruppen kurz zu entspannen damit sich die Welle wieder richten kann.
Wenn nun noch Probleme zu sehen sind befrage man den Plattenexperten. Normalerweise haben die immer noch eine "Geheimwaffe" im Koffer. Wenn nicht, andere erfolgsversprechende Geometrie anfertigen lassen und nochmal probieren. Spätestens dann sollte es gehen. Falls nicht hätte ich da noch seitens der Maschine/Spannmittel noch eine Möglichkeit welche ich aber bis das alles erst mal erfolgt ist für mich behalten möchte.
P.S.
Den Werkzeughalter hatte ich jetzt ganz ausser Acht gelassen. Dieser muss natürlich auch dei entsprechende Ausführung sein. Also sehr wahrscheinlich Hartmetall, kurze Einspannung und evtl. noch Dämpfungselemente hinzu.....Bin da nicht auf dem neuesten Stand was es da alles so gibt. Aber es gibt was, das ist sicher. Vor 10Jahren gab es ja auch schon was. Das kann mir der nette Herr vom Plattenhersteller sicher sagen.
Mit diesem ganzen Gerede ist ihm überhaupt nicht geholfen. Er sagte, er verfüge über eine Maschine vom Hersteller Mazak.
Also fällt der Vorschlag mit einer "Wellendrehmaschine" schon mal flach. Es spricht nichts gegen eine Lünette wurde gesagt. Hat er nicht. Und zu allerletzt soll er noch einen Plattenexperten fragen.
Wenn ihr euch schon mit Formeln und anderen Geometrien auseinander setzt, wird es doch wohl möglich sein, ein paar vernünftige Tips vorzuschlagen, als euch gegenseitig einen vom Pferd zu erzählen. Das einzig brauchbare was ich gelesen habe ist, daß man den Druck vom Reitstock in Betracht nimmt.
--------------------
Eine Schraube ohne Gewinde ist ein Nagel
Grüsse aus dem Harz - InTex
Grüsse aus dem Harz - InTex
1 Besucher lesen dieses Thema (Gäste: 1) 0 Mitglieder: |