




Der Weg zur WZWspindel (Anfänger)
 24.10.2014, 18:53 Uhr
24.10.2014, 18:53 Uhr al_bundy
al_bundy
Level 3 = Community-Techniker

Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
Hallo,
ich möchte in den kommenden Monaten eine IBAG HF 80A in Betrieb nehmen. Ich habe auch schon fast alles da, aber eben nicht alles. Über das Forum versuche ich Informationen zur Inbetriebnahme und für die Kaufberatung zu erhalten. Ich zähle mal auf was ich bereits habe.
IBAG HF80
Das Steuergerät (müsste FU + SPS sein)
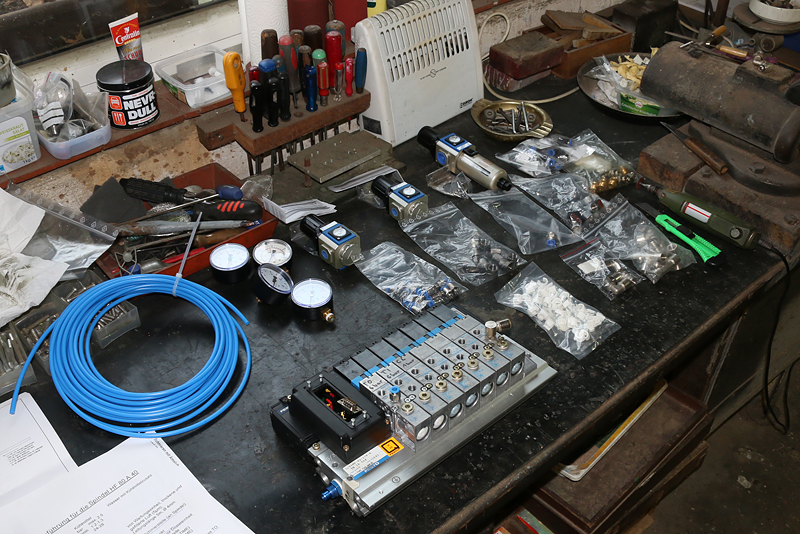
Druckluftanlage mit Kältetrockner und Filter
Hochdruckschmiersystem zur Lagerschmierung und Sperrluft
Manometer
Schläuche
Druckminderer
Kühlaggregat zur Spindelkühlung
Ich weiß das ich noch Kabel brauche und Ventile und eine Platine zum steuern der Ventile.
Hat jmd eine Idee was ich noch brauche?
Und könnte mir bitte jmd empfehlen welche Ventile und welche Platine ich kaufen muss?
Was die Spindel benötigt kann man dem Bild entnehmen.
Darüber hinaus würde ich mich über eine Bezugsquelle von Werkzeugaufnahmen freuen. Bisher kenne ich nur Schaublin. Aber die sind extrem teuer. Schaublin SKI 16 EX12. Stückpreis aktuel 308€ Netto.
Die Spindel soll an einen mittelgroßen Portal verbaut werden. Ich kann keine SPS programmieren. Und mit Strom und Signale kenne ich mich leider auch nicht aus. Aber irgendwie muss das zum laufen gebracht werden. Als Brakeoutboard habe ich das von Benezan.
http://www.benezan-electronics.de/manuals/breakout4-en.pdf
Als Software verwende ich Mach3
Danke im voraus.
Gruß Marc

Der Beitrag wurde von al_bundy bearbeitet: 24.10.2014, 19:03 Uhr
ich möchte in den kommenden Monaten eine IBAG HF 80A in Betrieb nehmen. Ich habe auch schon fast alles da, aber eben nicht alles. Über das Forum versuche ich Informationen zur Inbetriebnahme und für die Kaufberatung zu erhalten. Ich zähle mal auf was ich bereits habe.
IBAG HF80
Das Steuergerät (müsste FU + SPS sein)
Druckluftanlage mit Kältetrockner und Filter
Hochdruckschmiersystem zur Lagerschmierung und Sperrluft
Manometer
Schläuche
Druckminderer
Kühlaggregat zur Spindelkühlung
Ich weiß das ich noch Kabel brauche und Ventile und eine Platine zum steuern der Ventile.
Hat jmd eine Idee was ich noch brauche?
Und könnte mir bitte jmd empfehlen welche Ventile und welche Platine ich kaufen muss?
Was die Spindel benötigt kann man dem Bild entnehmen.
Darüber hinaus würde ich mich über eine Bezugsquelle von Werkzeugaufnahmen freuen. Bisher kenne ich nur Schaublin. Aber die sind extrem teuer. Schaublin SKI 16 EX12. Stückpreis aktuel 308€ Netto.
Die Spindel soll an einen mittelgroßen Portal verbaut werden. Ich kann keine SPS programmieren. Und mit Strom und Signale kenne ich mich leider auch nicht aus. Aber irgendwie muss das zum laufen gebracht werden. Als Brakeoutboard habe ich das von Benezan.
http://www.benezan-electronics.de/manuals/breakout4-en.pdf
Als Software verwende ich Mach3
Danke im voraus.
Gruß Marc
Der Beitrag wurde von al_bundy bearbeitet: 24.10.2014, 19:03 Uhr
Angehängte Datei(en)
 Druckluft.jpg ( 45.24KB )
Anzahl der Downloads: 43
Druckluft.jpg ( 45.24KB )
Anzahl der Downloads: 43
gesrzr.jpg ( 108.38KB )
Anzahl der Downloads: 51
Druckluft.jpg ( 45.24KB )
Anzahl der Downloads: 43
gesrzr.jpg ( 108.38KB )
Anzahl der Downloads: 51 25.10.2014, 20:02 Uhr
Guest_guest_*
Themenstarter
Gast
Versuch's mal auf der Seite:
http://we-mod-it.com/board1-modding/board2...eugbastelleien/
al_bundy hat ein ähnliches Projekt am laufen und kann dir sicher weiterhelfen.
http://we-mod-it.com/board1-modding/board2...eugbastelleien/
al_bundy hat ein ähnliches Projekt am laufen und kann dir sicher weiterhelfen.
26.10.2014, 19:48 Uhr
Guest_guest_*
Themenstarter
Gast
Sorry, mein Browser ruckelt zur Zeit gewaltig, was wohl an der gewaltigen Werbemasse liegt, die der Popupblocker abzuwehren hat... und hab es wohl übersehen... ;-)
Das Breakeout-Board schafft es natürlich nicht die Spindel anzusteuern. Dafür brauchst du einen Leistungstreiber mit entsprechender Stromversorgung. Da ist IBAG wohl die richtige Adresse.
Über den PWM-Ausgang des Breakout-Board kann dieser Treiber von MACH3 aus gesteuert werden. Die Drehrichtung der Spindel wird über digitale Ausgänge+Relais oder Relais-Ausgänge (M3, M4) gelöst. Das sollte in der Beschreibung des Boards zu finden sein.
Für die pneumatische Entriegelung der Werkzeugspannung muß natürlich ein Magnetventil installiert werden. Auch hier kann ein Relais-Ausgang des Breakoutboards genutzt werden (falls noch frei). Ansonsten gibt es sicher noch einen digitalen Ausgang, an den man ein ausreichend belastbares Relais, oder sogar das Magnetventil direkt anschließen kann (unbedingt die Belastbarkeit des Ausgangs prüfen. Entscheidend für die Magnetventile sind die geforderte Durchgangsweite, der maximale Netzdruck und die verfügbare Betriebsspannung. Erst an 4. Stelle steht der Preis.;-)
Für die Spindelkühlung würde ich kein Ventil verbauen. Wenn bereits bei "Hauptschalter ein" die Wasserpumpe läuft und das Wasser durch die Kühlkanäle drückt, ist das am sichersten und durchaus üblich.
Ins Kühlwasser unbedingt min. 20% Glysantin mischen, damit die Kanäle nicht zurosten. Das Wasser "kippt" dann auch nicht gleich nach 2 Wochen.
Das Breakeout-Board schafft es natürlich nicht die Spindel anzusteuern. Dafür brauchst du einen Leistungstreiber mit entsprechender Stromversorgung. Da ist IBAG wohl die richtige Adresse.
Über den PWM-Ausgang des Breakout-Board kann dieser Treiber von MACH3 aus gesteuert werden. Die Drehrichtung der Spindel wird über digitale Ausgänge+Relais oder Relais-Ausgänge (M3, M4) gelöst. Das sollte in der Beschreibung des Boards zu finden sein.
Für die pneumatische Entriegelung der Werkzeugspannung muß natürlich ein Magnetventil installiert werden. Auch hier kann ein Relais-Ausgang des Breakoutboards genutzt werden (falls noch frei). Ansonsten gibt es sicher noch einen digitalen Ausgang, an den man ein ausreichend belastbares Relais, oder sogar das Magnetventil direkt anschließen kann (unbedingt die Belastbarkeit des Ausgangs prüfen. Entscheidend für die Magnetventile sind die geforderte Durchgangsweite, der maximale Netzdruck und die verfügbare Betriebsspannung. Erst an 4. Stelle steht der Preis.;-)
Für die Spindelkühlung würde ich kein Ventil verbauen. Wenn bereits bei "Hauptschalter ein" die Wasserpumpe läuft und das Wasser durch die Kühlkanäle drückt, ist das am sichersten und durchaus üblich.
Ins Kühlwasser unbedingt min. 20% Glysantin mischen, damit die Kanäle nicht zurosten. Das Wasser "kippt" dann auch nicht gleich nach 2 Wochen.
26.10.2014, 20:19 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
Geeignettes Kühlmittel habe ich dafür. Kühlkreislbekomme ich selbst hin.
Im Moment läuft eine Chinaspindel über Mach 3 geregelt, aber die fliegt dann natürlich raus.
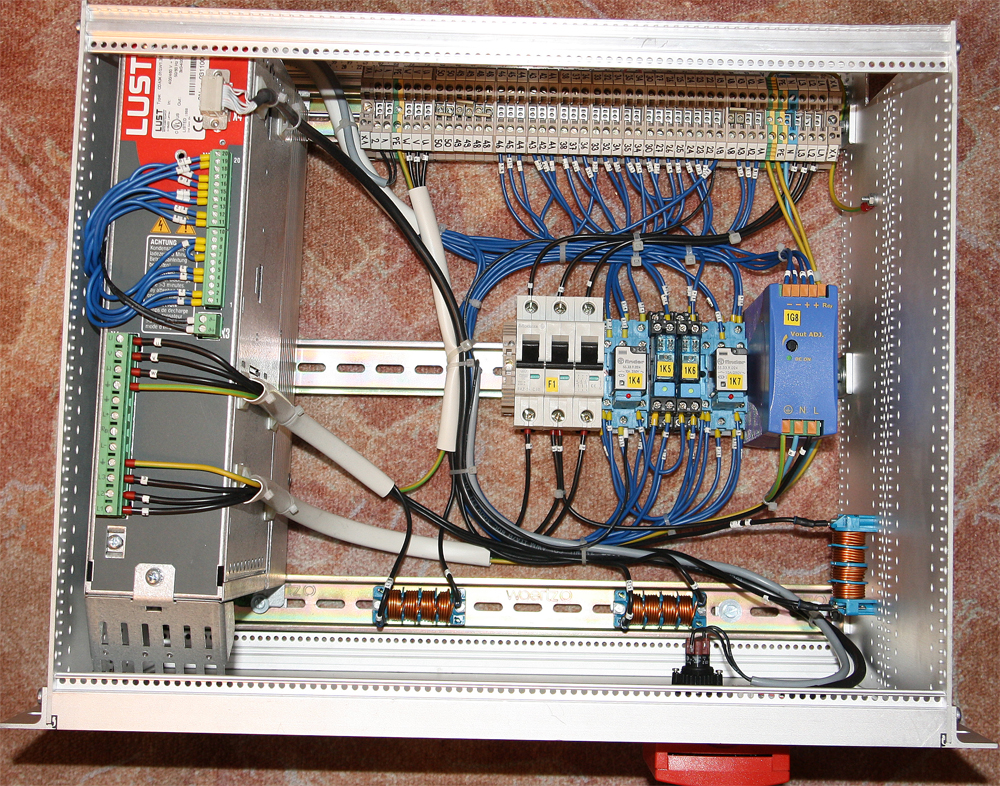
Ich habe einen Schaltschrank mit 4 Schütz Relais 230V wobei eins davon jetzt für die Chinaspindel in Gebrauch ist. Bisschen Praxiserfahrung hab ich. Blind ja, aber nicht ganz blind :-)
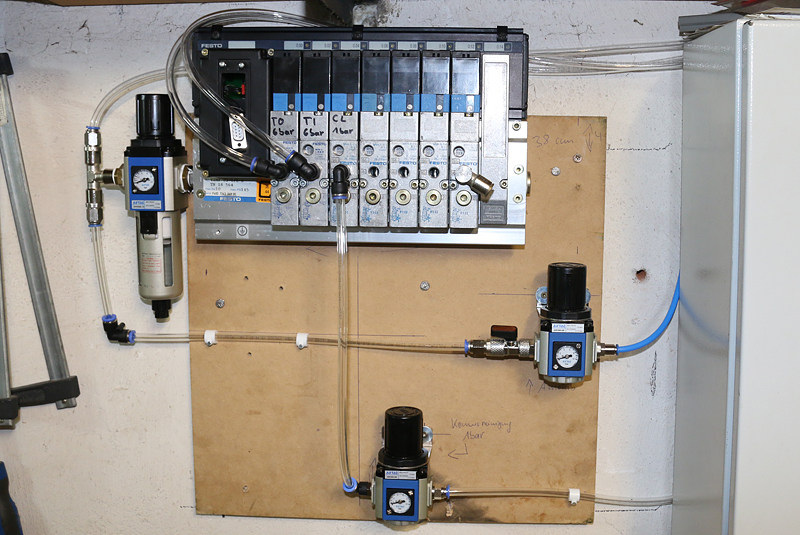
Ich bräuchte 3 Magnetventile?
1 Für Tool in, eins für Tool out und eins für Konusreinigung. Ist das Korrekt?
Ich habe noch nen Kasten mit paar Teile drinne. Damit sollte man einiges tun können.
Der Beitrag wurde von al_bundy bearbeitet: 26.10.2014, 20:20 Uhr
Im Moment läuft eine Chinaspindel über Mach 3 geregelt, aber die fliegt dann natürlich raus.
Ich habe einen Schaltschrank mit 4 Schütz Relais 230V wobei eins davon jetzt für die Chinaspindel in Gebrauch ist. Bisschen Praxiserfahrung hab ich. Blind ja, aber nicht ganz blind :-)
Ich bräuchte 3 Magnetventile?
1 Für Tool in, eins für Tool out und eins für Konusreinigung. Ist das Korrekt?
Ich habe noch nen Kasten mit paar Teile drinne. Damit sollte man einiges tun können.
Der Beitrag wurde von al_bundy bearbeitet: 26.10.2014, 20:20 Uhr
26.10.2014, 23:10 Uhr
Guest_guest_*
Themenstarter
Gast
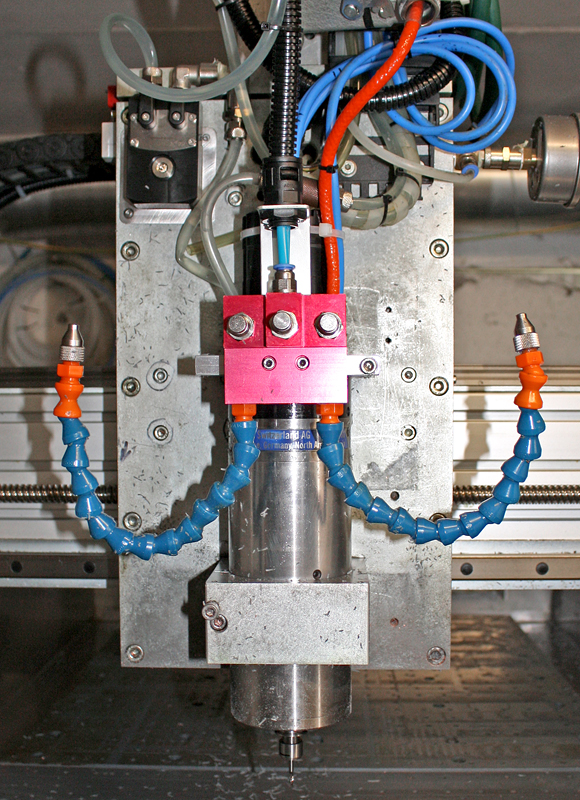
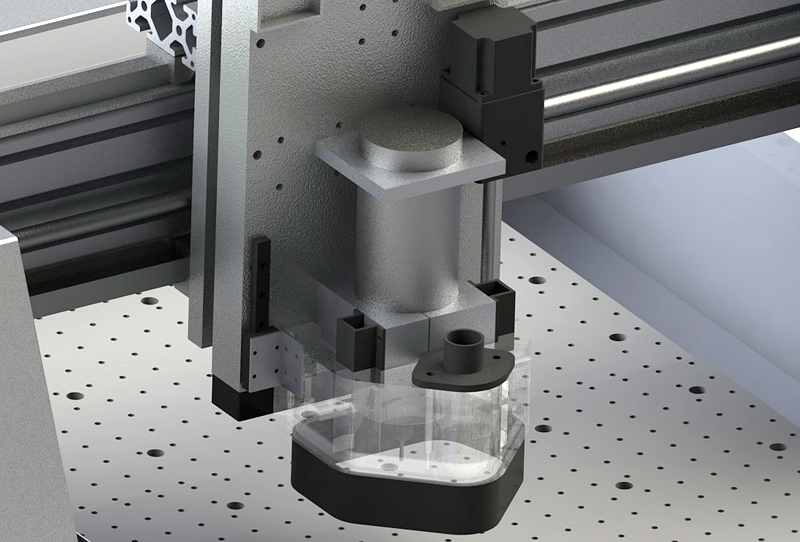
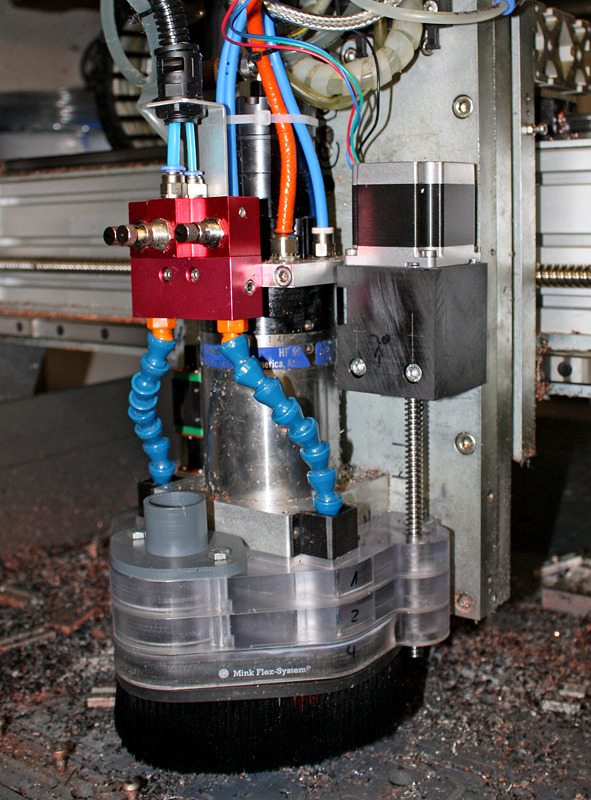
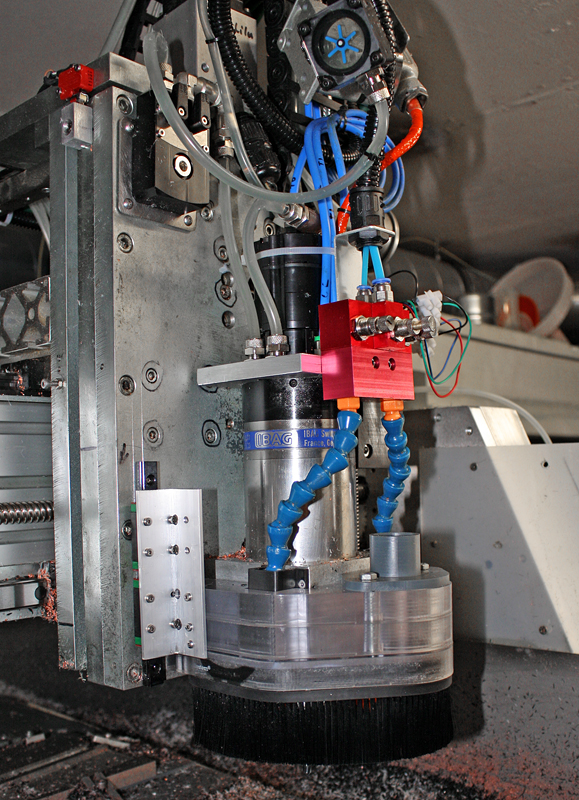
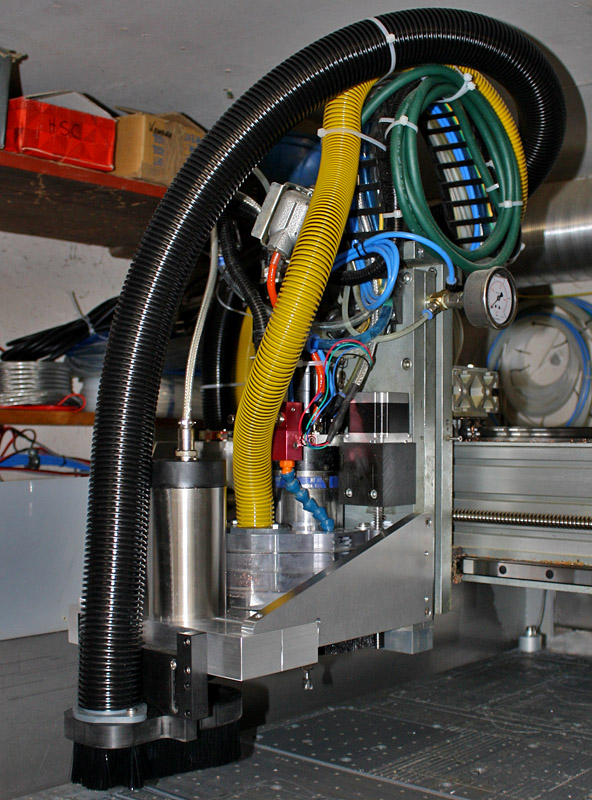
Wenn ich die Spindelbilder richtig deute, hat sie 4 Schlauchanschlüsse:
2x Wassser = 1x Einlass + 1x Auslass
2x Luft = 1x Werkzeug lösen (5-10) bar + 1x Sperrluft und Reinigungsluft für den Kegel (0,2-1,2bar je nach Herstellerangabe)
Die Sperrluft sollte permanent anliegen und braucht deshalb kein Ventil (nur einen Druckminderer).
Weil auch das Kühlwasser permanent strömt, wird nur ein Magnetventil für die Werkzeugentriegelung benötigt.
2x Wassser = 1x Einlass + 1x Auslass
2x Luft = 1x Werkzeug lösen (5-10) bar + 1x Sperrluft und Reinigungsluft für den Kegel (0,2-1,2bar je nach Herstellerangabe)
Die Sperrluft sollte permanent anliegen und braucht deshalb kein Ventil (nur einen Druckminderer).
Weil auch das Kühlwasser permanent strömt, wird nur ein Magnetventil für die Werkzeugentriegelung benötigt.
- Das Werkzeug wird mit mit aktivem "Werkzeug lösen" eingesetzt (Magnetventil offen, Spannzylinder öffnet die Spannklauen).
- Die Z-Achse fährt über den Werkzeugkegel, die dabei ausströmende Sperrluft reinigt dabei den Aufnahmekegel.
- "Werkzeug lösen" wird abgeschaltet und die Federbelastete Spannklaue zieht das Werkzeug in den Kegel. Die Sperrluft entweicht nur noch durch den Spalt zwischen Spindel und Gehäuse.
- Die Z-Achse kann nun wieder mit gespanntem Werkzeug nach oben fahren.
07.05.2017, 20:55 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
Is ja schon ne Weile her :-)
Da die Spindel + Fu für 3 Riesen erhältlich war hatte ich sie mir damals geholt. Sehr verlockendes Angebot. Hätte ich gewusst was das fürn Kraftakt geworden ist, hät ich das ganze nicht angefangen. Jetzt, ca 15000€ und 3 Jahre später läuft so gut wie alles.
Das einzige Problem ist das Mach3 immer abstürzt. Vermutlich verträgt sich das Pokeys nicht mit Mach3.
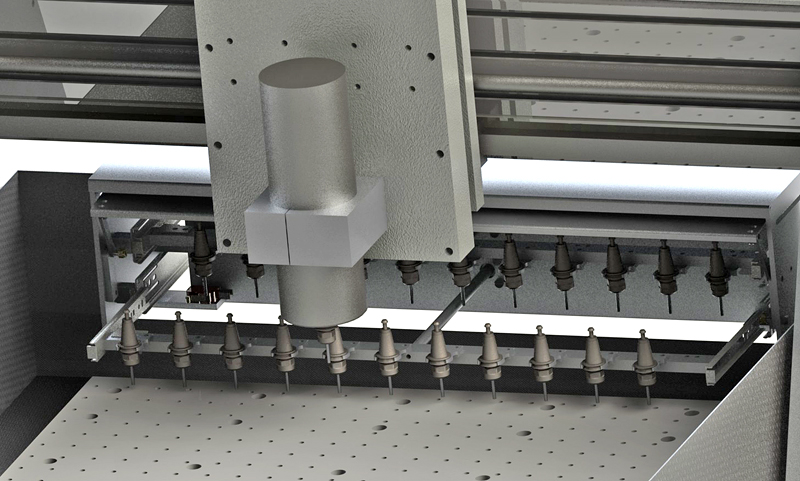
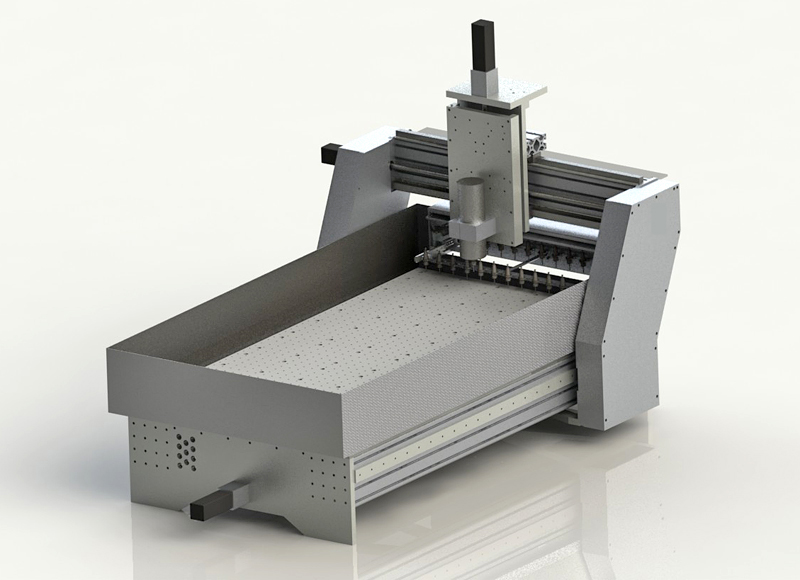
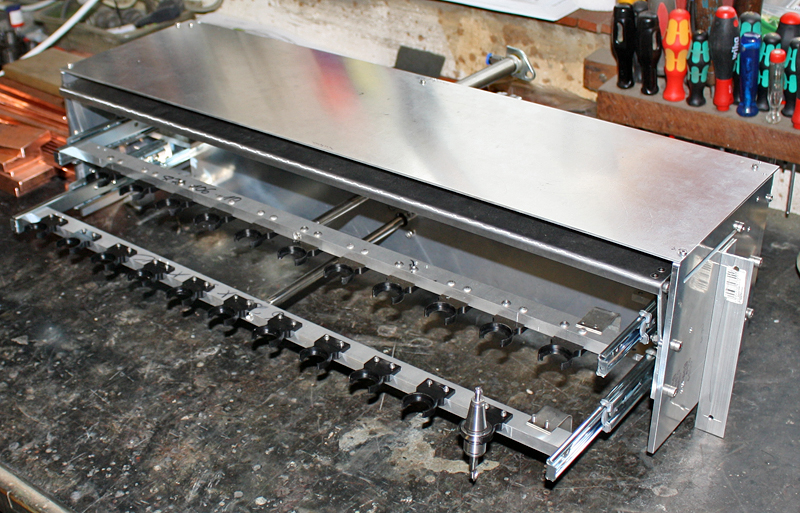
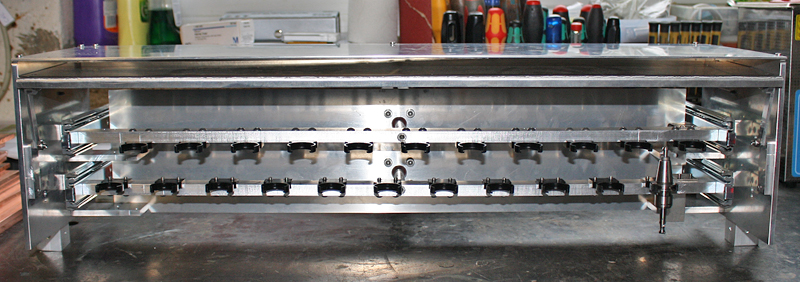
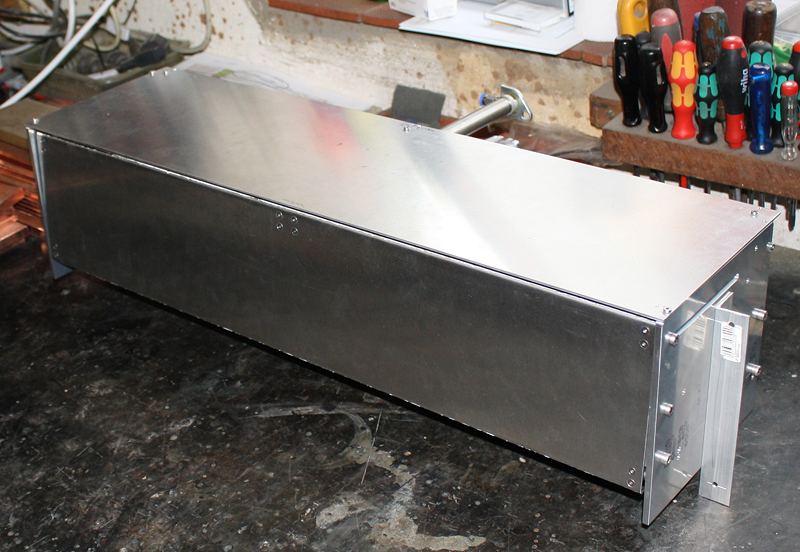
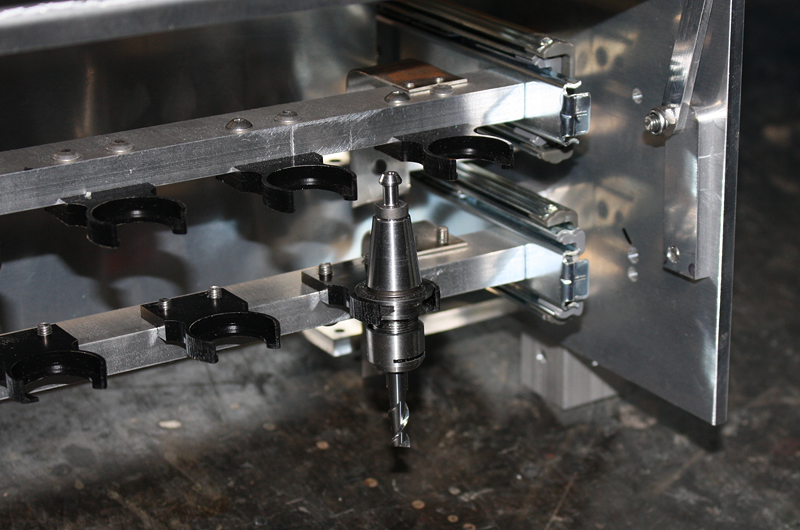
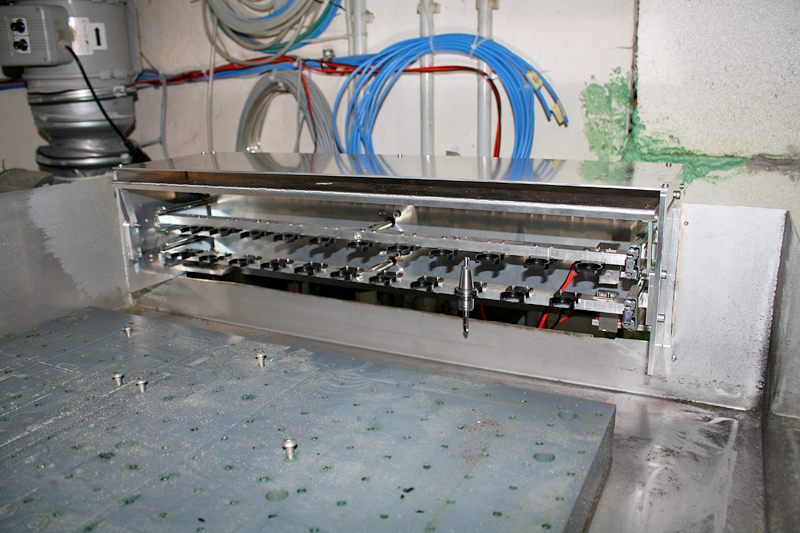
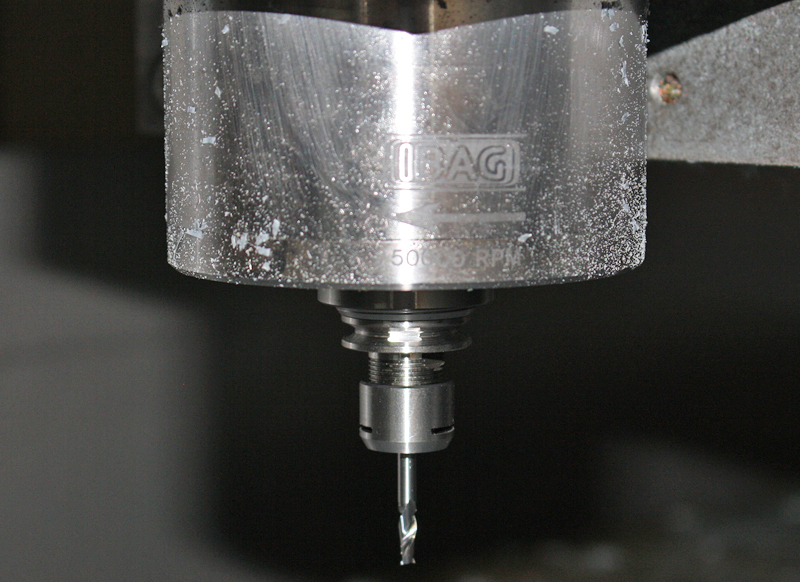
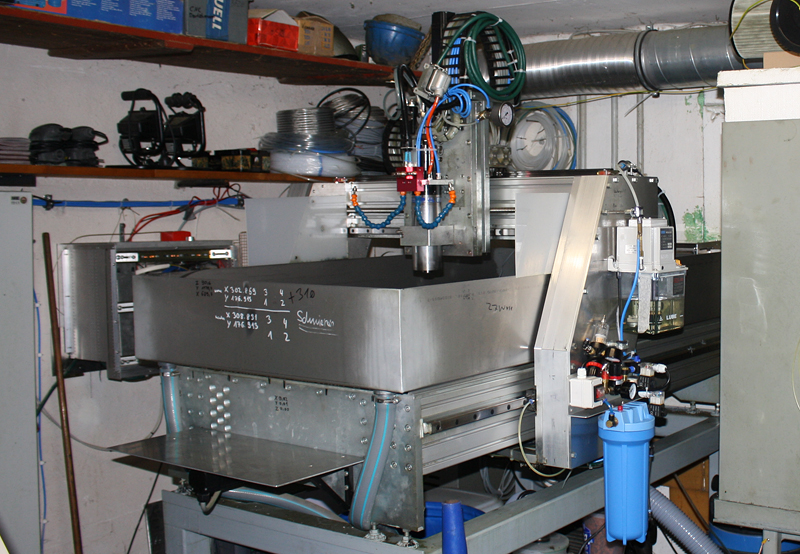
Die Spindel an sich dreht und fräst gut und geräuscharm. Ganz anders als meine HSD. Das 22 fache Werkzeugwechselmagazin welches sich pneumatisch öffnen und schließen lässt befindet sich ganz hinten an der Maschine.
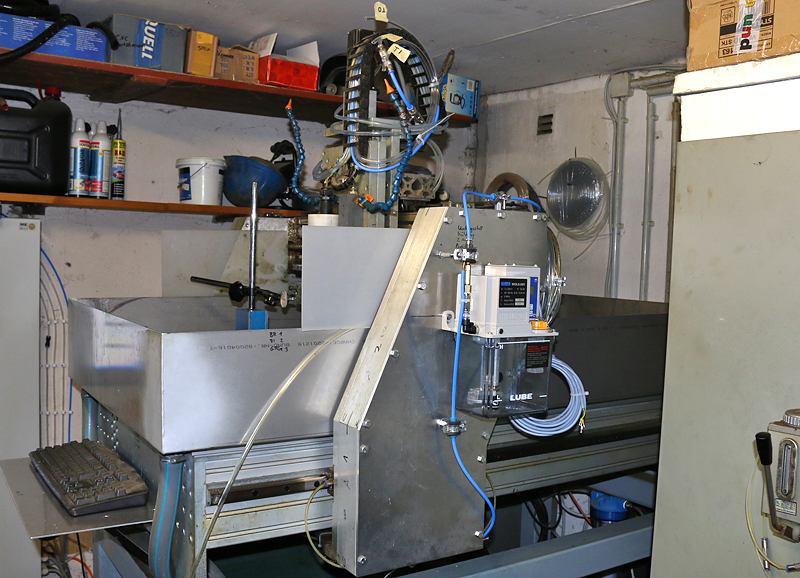
Im wesentlichen wurde zuerst die Kühlung fertig gestellt. Von einen Kollegen aus ein anderen Forum habe ich ein altes Aggregat bekommen.
Völlig überdimensioniert. Mit 100L Kühlmittel. Alleine das Kühlmittel hätte mich regulär 600€ gekostet. Zum Glück habe ich ein Kumpel der mir 10L Konzentrat gesponsert hat. Heute hätte ich mir son Brummer nicht mehr in die Ecke gestellt. Nach Erhalt habe ich erst mal alles ordentlich sauber gemacht. Das Teil ist schon etwas alt. 1988. Aber läuft noch gut. Die Förderpumpe musste gewechselt werden. Eine Heizung (2Kw Heizpatrone) mit Thermostat musste integriert werden.

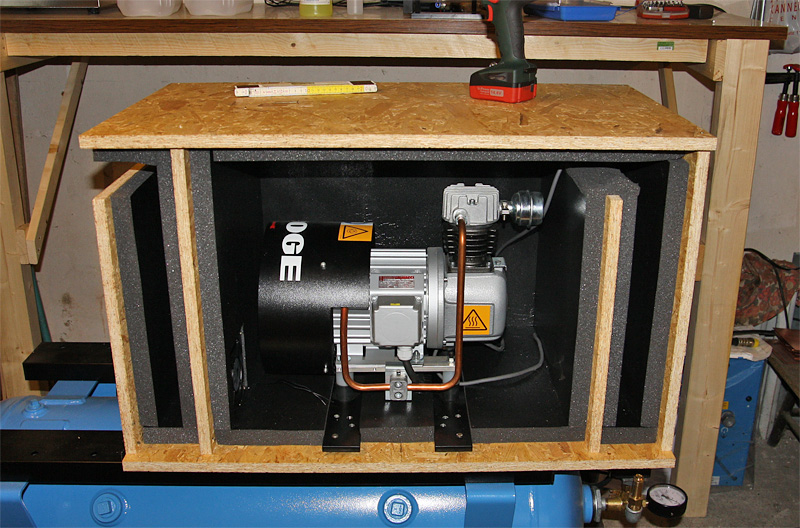
Dann ging es weiter zur Druckluft. Gemäß Ibag Datenblatt habe ich mir einen passenden Kompressor bei Boge bestellt. Mit 2500€ bin ich da noch relativ günstig weggekommen. Filter, Kondensatableiter und Kältertrockner war alles dabei. Das Aggregat wurde vom Kessel entfernt. Und dann wurde das Aggregat in ein Gehäuse gesteckt. Passenden Dämmstoff gibt es bei Sanotech. Purskin 30 wurde ermittelt.







Da die Spindel + Fu für 3 Riesen erhältlich war hatte ich sie mir damals geholt. Sehr verlockendes Angebot. Hätte ich gewusst was das fürn Kraftakt geworden ist, hät ich das ganze nicht angefangen. Jetzt, ca 15000€ und 3 Jahre später läuft so gut wie alles.
Das einzige Problem ist das Mach3 immer abstürzt. Vermutlich verträgt sich das Pokeys nicht mit Mach3.
Die Spindel an sich dreht und fräst gut und geräuscharm. Ganz anders als meine HSD. Das 22 fache Werkzeugwechselmagazin welches sich pneumatisch öffnen und schließen lässt befindet sich ganz hinten an der Maschine.
Im wesentlichen wurde zuerst die Kühlung fertig gestellt. Von einen Kollegen aus ein anderen Forum habe ich ein altes Aggregat bekommen.
Völlig überdimensioniert. Mit 100L Kühlmittel. Alleine das Kühlmittel hätte mich regulär 600€ gekostet. Zum Glück habe ich ein Kumpel der mir 10L Konzentrat gesponsert hat. Heute hätte ich mir son Brummer nicht mehr in die Ecke gestellt. Nach Erhalt habe ich erst mal alles ordentlich sauber gemacht. Das Teil ist schon etwas alt. 1988. Aber läuft noch gut. Die Förderpumpe musste gewechselt werden. Eine Heizung (2Kw Heizpatrone) mit Thermostat musste integriert werden.
Dann ging es weiter zur Druckluft. Gemäß Ibag Datenblatt habe ich mir einen passenden Kompressor bei Boge bestellt. Mit 2500€ bin ich da noch relativ günstig weggekommen. Filter, Kondensatableiter und Kältertrockner war alles dabei. Das Aggregat wurde vom Kessel entfernt. Und dann wurde das Aggregat in ein Gehäuse gesteckt. Passenden Dämmstoff gibt es bei Sanotech. Purskin 30 wurde ermittelt.
07.05.2017, 20:55 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
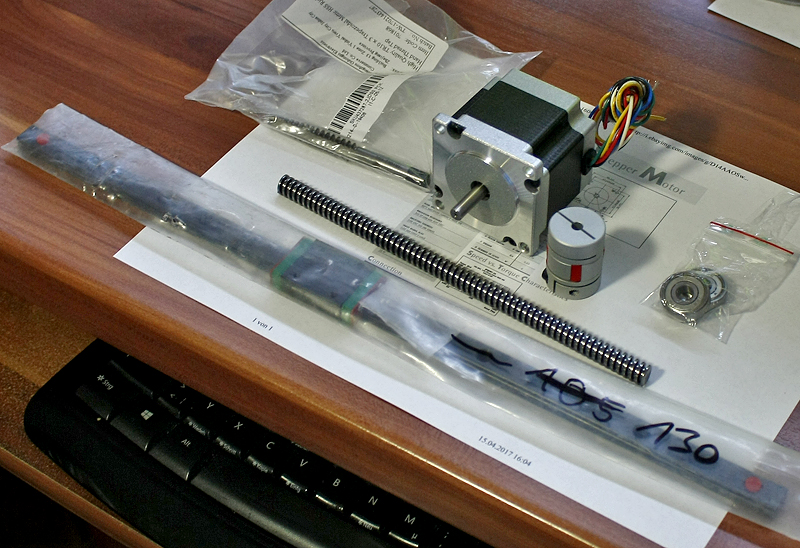
Bisschen was an Ventilen sowie das Hochdruckschmiersystem (Ölnebler) für die Spindellager.
Dann gings zu den Werkzeugaufnahmen. Ich glaub 15Stück hab ich mir bei Nirschl nachbauen lassen.
Die kosten da nur die Hälfte als bei Schaublin oder Ibag. Ferner habe ich mir die ersten Aufnahmen für extrem teuer Geld bei Ibag gekauft da Ibag noch publizierte das auf diese Produkte noch ein Patent drauf liegt. Das erweckt den Eindruck das nicht nachgebaut werden darf. Nachträglich stellte sich heraus das das Patent längst erloschen war. Ibag wollte weder Wertersatz leisten noch Rabatte bei für weitere Aufnahmen gewähren. Der Service ist per Mail unterm Strich auch nicht wirklich toll.
Nebenbei muss ich erwähnen das ich mir einen größeren Kompressor kaufen musste. Der neue Kompressor schafft nun 430l/min anstatt 125 vom Boge. Ibag hatte eine andere Mischdüse zur Spindelschmierung geliefert als jene die im Datenblatt stand. So hab ich mal 2500€ für ein Kompressor ausgegeben den ich jetzt gar nicht gebrauchen kann... ... naja, mit den neuen Kompressor läuft die Spindel. Er bekommt gegen Herbst auch ein Schallgedämmtes Gehäuse und vermutlich Wassergekühlte Zylinder.
Werkzeugwechselmagazin für 22 Werkzeuge aus Aluminium.





 07.05.2017, 20:56 Uhr al_bundy
07.05.2017, 20:56 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
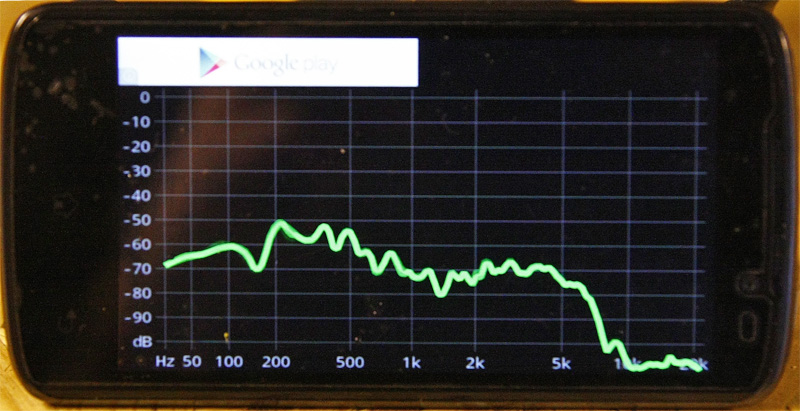
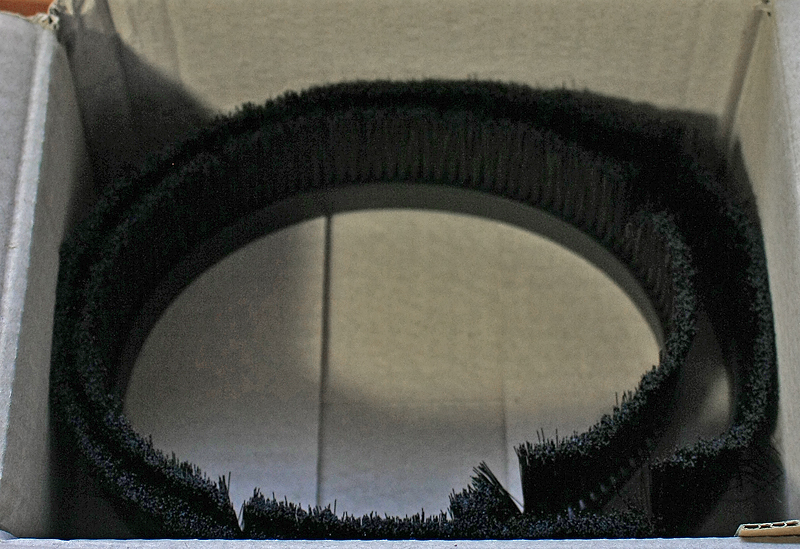
Dadurch das ein Ölluftgemisch, ähnlich wie bei einer MMKS durch die Spindellagerschmierung entsteht, musste ich eine Raumluftabsaugung bauen. Zuerst musste geprüft werden wieviel Volumenstrom benötigt würde. Man sagt etwa das 10fache des Raumvolumens. Mit etwa 90m³ bin ich relativ klein. Heist also alles über 900m³ genügt. Mit meinen 3 Lüftern liege ich bei soliden 1300m³ (effektiv). Die Pressung ist mit 590Pa nicht so ultrastark aber inkl. Filter noch ok. Als Vorfilter habe ich 6Stück "H12" Staubsaugerfilter eingesetzt die ich nach jeden Produktionszyklus (4-6 Wochen) wechsle. Die Filterfläche ist mit insgesamt ca. 3m² nicht sehr hoch. Nach ein paar Wochen Betrieb habe ich mir mal die Rotorblätter angeschaut und feststellt das weder etwas verstaubt noch etwas verfettet am Rotor ist. Filter funktionieren super. Dennoch werden noch 2Stück Schwebstofffilter nachgeschaltet. Dann habe ich als Endfilter ein H13 mit 16m² Filterfläche. Der hält auf jeden Fall 2 Jahre und ist bei einer Umluftabsaugung ohnehin Pflicht. Es wurde auch viel gerätselt wegen elektrostatische Filter... .... aber auch bei solchen Anlagen wird ein Schwebstofffitler nachgeschaltet weil der Elektrostat nicht alles raus filtert.
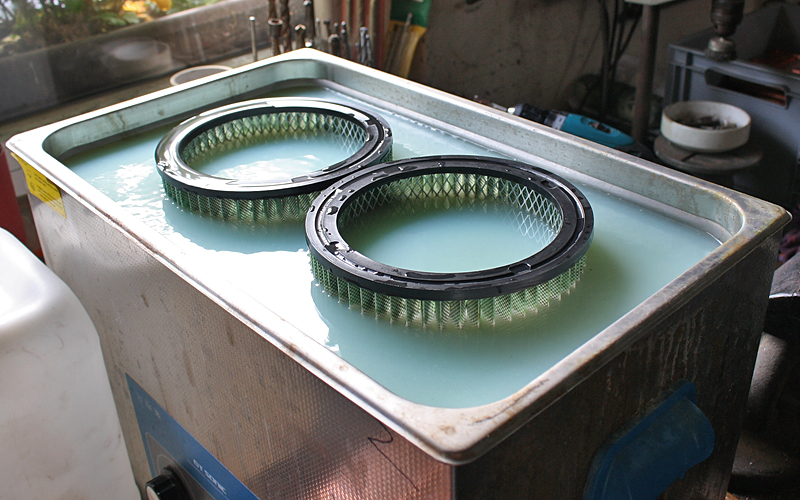
Parallel suche ich nun auch nach neuen Schmiermitteln. Ohne Lösungsmittel da die Raumluftanlage die Aero9sole der MMKS gleich mit absaugen soll. Die Absaugung filtert zuverlässig Partikelgrößen bis 0.01µm. Schade bloß das Lösungsmittel eine Partikelgröße von 0.0001 - 0.01µm haben. Die Pfeifen da einfach durch. Ohne Kohlefilter ist da nichts zu machen. Diese kann ich mir aber nicht leisten.

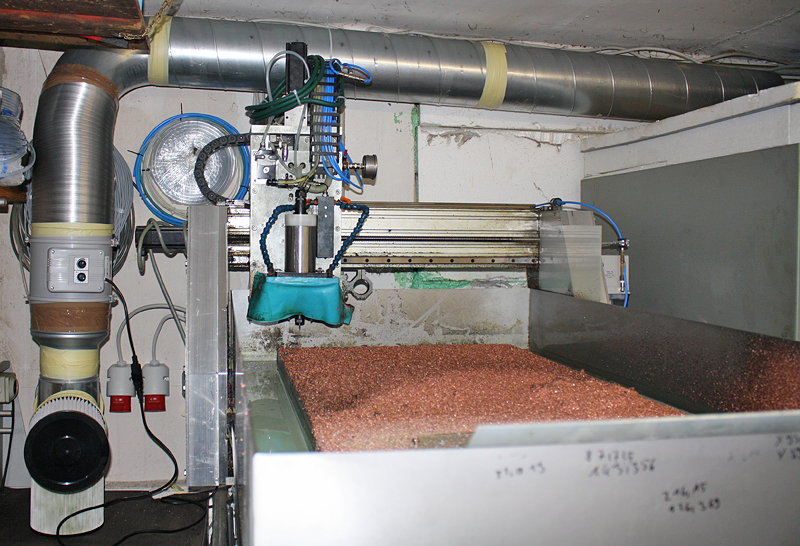





Gut zu sehen was man alles für schmand aus der Raumluft zieht! Die Fitler könnten mit einen Ultraschallreiniger gereinigt werden.

Parallel suche ich nun auch nach neuen Schmiermitteln. Ohne Lösungsmittel da die Raumluftanlage die Aero9sole der MMKS gleich mit absaugen soll. Die Absaugung filtert zuverlässig Partikelgrößen bis 0.01µm. Schade bloß das Lösungsmittel eine Partikelgröße von 0.0001 - 0.01µm haben. Die Pfeifen da einfach durch. Ohne Kohlefilter ist da nichts zu machen. Diese kann ich mir aber nicht leisten.
Gut zu sehen was man alles für schmand aus der Raumluft zieht! Die Fitler könnten mit einen Ultraschallreiniger gereinigt werden.
07.05.2017, 20:56 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153

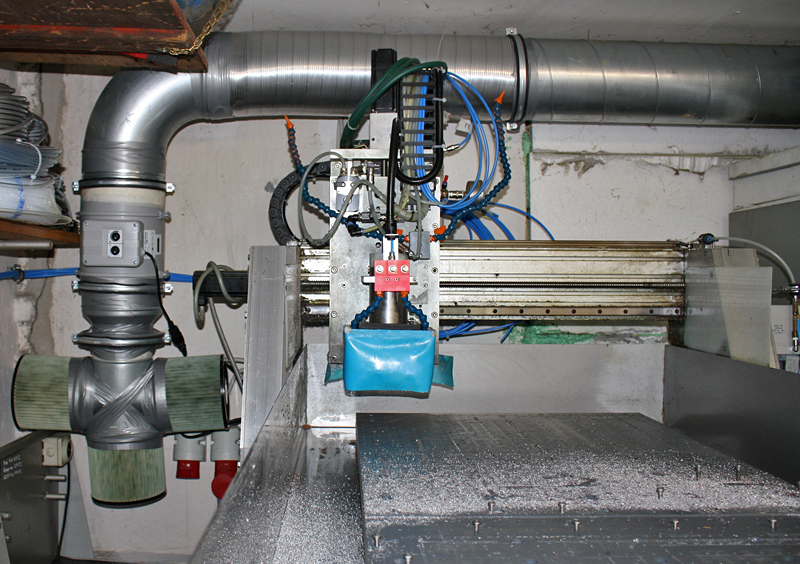
Da ich ja schon einiges gefräßt habe und die Späne 5m weit fliegen muss eine Spanabsaugung her. Die kann auch gleich den Ölnebel von der MMKS mit absaugen. Zunächst ist das Projekt nur geplant. Es sollte aber gegen ende des Monats funktionieren.

Ich hoffe das sich zeitnah die Abstürze von Mach3 beseitigen lassen damit ich schmerzfrei anfangen kann die WErkzeuge automatisch wechseln zu lassen.
Bis später.
Gruß Marc




 03.06.2017, 19:22 Uhr al_bundy
03.06.2017, 19:22 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
Hallo,
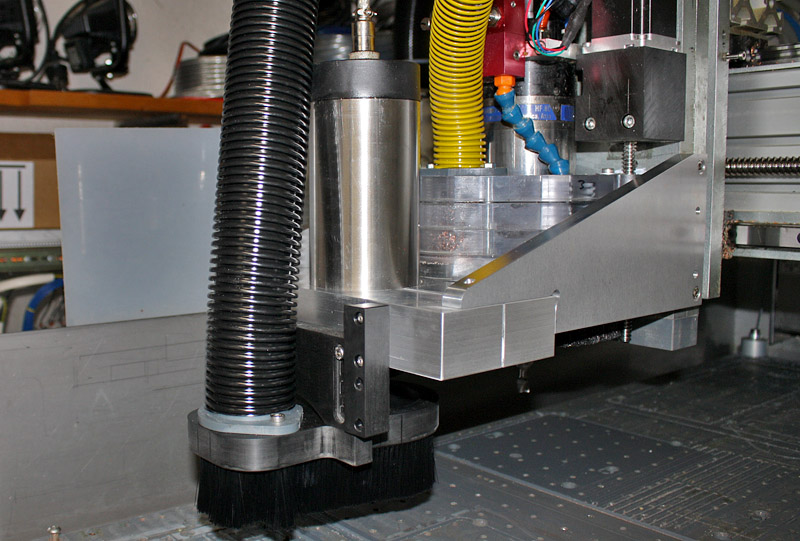
also Holz funktioniert weitgehend gut. 80-90% wurden abgesaugt. Im Fräsbereich ist so gut wie alles weg. Das was überbleibt geriet irgendwie aus den Saugschuh.
Problem ist halt das der Saugschuh niemals immer zu 100% auf das Werkstück aufliegt. So kann immer mal was austreten. Ich bin damit aber relativ zufrieden. Ich bastel mir aus HT Rohr die Tage ein Abzweig. Dann saug ich mal mit 2 Saugern. Mal gucken ob sich das Ergebnis verbessert. Wenn nicht ziehe ich es in Erwägung auch mal einen größeren Schlauch zu testen. Gegen ende kommender Woche fräse ich dann auch mal Kunststoffe. Mal gucken ob das damit auch funktioniert. Kupfer dann in der darauf folgenden Woche.

also Holz funktioniert weitgehend gut. 80-90% wurden abgesaugt. Im Fräsbereich ist so gut wie alles weg. Das was überbleibt geriet irgendwie aus den Saugschuh.
Problem ist halt das der Saugschuh niemals immer zu 100% auf das Werkstück aufliegt. So kann immer mal was austreten. Ich bin damit aber relativ zufrieden. Ich bastel mir aus HT Rohr die Tage ein Abzweig. Dann saug ich mal mit 2 Saugern. Mal gucken ob sich das Ergebnis verbessert. Wenn nicht ziehe ich es in Erwägung auch mal einen größeren Schlauch zu testen. Gegen ende kommender Woche fräse ich dann auch mal Kunststoffe. Mal gucken ob das damit auch funktioniert. Kupfer dann in der darauf folgenden Woche.
06.06.2017, 15:04 Uhr CNC-STEP
CNC-STEP
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 08.02.2006
Beiträge: 39
Mitglied seit: 08.02.2006
Beiträge: 39
Hallo,
welche Leistung hat dein verwendetes Absaugsystem und wieviel kbm zieht es durch ? Hast du Leistungsdaten davon zur Hand ? Warum hast du den Absaugaufsatz nicht so konstruiert das der Besen immer leicht aufliegt, jedoch bei größeren Druck einfach mit nach oben fahren kann ?
Und warum stürzt Mach3 ständig ab ? Nur in Verbindung mit dem WZW System ?
mfG
Frank H von CNC-STEP
welche Leistung hat dein verwendetes Absaugsystem und wieviel kbm zieht es durch ? Hast du Leistungsdaten davon zur Hand ? Warum hast du den Absaugaufsatz nicht so konstruiert das der Besen immer leicht aufliegt, jedoch bei größeren Druck einfach mit nach oben fahren kann ?
Und warum stürzt Mach3 ständig ab ? Nur in Verbindung mit dem WZW System ?
mfG
Frank H von CNC-STEP
--------------------
06.06.2017, 20:43 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
QUOTE (CNC-STEP @ 06.06.2017, 16:04 Uhr) 
Hallo,
welche Leistung hat dein verwendetes Absaugsystem und wieviel kbm zieht es durch ? Hast du Leistungsdaten davon zur Hand ? Warum hast du den Absaugaufsatz nicht so konstruiert das der Besen immer leicht aufliegt, jedoch bei größeren Druck einfach mit nach oben fahren kann ?
Und warum stürzt Mach3 ständig ab ? Nur in Verbindung mit dem WZW System ?
mfG
Frank H von CNC-STEP
welche Leistung hat dein verwendetes Absaugsystem und wieviel kbm zieht es durch ? Hast du Leistungsdaten davon zur Hand ? Warum hast du den Absaugaufsatz nicht so konstruiert das der Besen immer leicht aufliegt, jedoch bei größeren Druck einfach mit nach oben fahren kann ?
Und warum stürzt Mach3 ständig ab ? Nur in Verbindung mit dem WZW System ?
mfG
Frank H von CNC-STEP
Mein Sauger hat 1200W und 53l/sekunde. 240mbar Unterdruck.
Bevor ich konstruiert habe dachte ich daran die Sache flexibel zu gestalten. Habs dann aber gelassen weil sich vielleicht die Bürsten hier und da verhaken könnten. Im Nachhinein hätte mir das egal sein müssen. Aber es ist meine erste Absaugung und sie könnte ja noch verbessert werden. Sollte sie auch. Durch das Umkehrspiel der TR-Spindel hängt die Geschichte beim verfahren ganz schön. Die Spaltmaße von 0.5mm sind auch nicht ganz so günstig. Ich mach meinen alten Attix 30 wieder flott und werde mir einen 50er Schlauch kaufen und nochmals testen.
Insbesondere Kunststoffe und Kupfer. Die bearbeite ich ja vorrangig.
Mach 3 stürzt nur beim M5/M30 Befehl ab.
Schalte ich die Spindel mit M2 aus stürzt nichts ab.
Offenbar liegt es am Macro/Script. Aber so richtig Ahnung habe ich von der Macroprogrammierung leider nicht.
07.06.2017, 06:42 Uhr
CNC-STEP
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 08.02.2006
Beiträge: 39
Mitglied seit: 08.02.2006
Beiträge: 39
QUOTE (al_bundy @ 06.06.2017, 20:43 Uhr)
Mein Sauger hat 1200W und 53l/sekunde. 240mbar Unterdruck.
Bevor ich konstruiert habe dachte ich daran die Sache flexibel zu gestalten. Habs dann aber gelassen weil sich vielleicht die Bürsten hier und da verhaken könnten. Im Nachhinein hätte mir das egal sein müssen. Aber es ist meine erste Absaugung und sie könnte ja noch verbessert werden. Sollte sie auch. Durch das Umkehrspiel der TR-Spindel hängt die Geschichte beim verfahren ganz schön. Die Spaltmaße von 0.5mm sind auch nicht ganz so günstig. Ich mach meinen alten Attix 30 wieder flott und werde mir einen 50er Schlauch kaufen und nochmals testen.
Insbesondere Kunststoffe und Kupfer. Die bearbeite ich ja vorrangig.
Mach 3 stürzt nur beim M5/M30 Befehl ab.
Schalte ich die Spindel mit M2 aus stürzt nichts ab.
Offenbar liegt es am Macro/Script. Aber so richtig Ahnung habe ich von der Macroprogrammierung leider nicht.
Bevor ich konstruiert habe dachte ich daran die Sache flexibel zu gestalten. Habs dann aber gelassen weil sich vielleicht die Bürsten hier und da verhaken könnten. Im Nachhinein hätte mir das egal sein müssen. Aber es ist meine erste Absaugung und sie könnte ja noch verbessert werden. Sollte sie auch. Durch das Umkehrspiel der TR-Spindel hängt die Geschichte beim verfahren ganz schön. Die Spaltmaße von 0.5mm sind auch nicht ganz so günstig. Ich mach meinen alten Attix 30 wieder flott und werde mir einen 50er Schlauch kaufen und nochmals testen.
Insbesondere Kunststoffe und Kupfer. Die bearbeite ich ja vorrangig.
Mach 3 stürzt nur beim M5/M30 Befehl ab.
Schalte ich die Spindel mit M2 aus stürzt nichts ab.
Offenbar liegt es am Macro/Script. Aber so richtig Ahnung habe ich von der Macroprogrammierung leider nicht.
Bei der Absaugleistung von 53l/sek ist bereits der Durchmesser am Durchgang zur Besendichtungseinheit zu gering gewählt. Ich glaube aber auch das es beim Absaugen von Kupfer nichts bringen wird. Die meisten Späne werden dann wohl eher liegen bleiben. Ich würde auf alle Fälle dazu raten alles vom Durchmesser her auf 50 oder 60mm anzupassen bzw. zu optimieren. Dazu einen Industriesauger mit 300 Watt sind ziemlich günstig ( ca. 350 Euro ) . Der hat 120 l/Sek und schafft erheblich mehr weg.
Falls weiterhin Probleme mit Mach3 bestehen würde ich drei Monate kostenlos KinetiC-NC an Sie ausleihen. Ist unsere brandneue Netzwerk Steuerung bis zu sechs Achsen mit 1.6 MHz Taktfrequenz. Läuft von allen Programmen die wir bislang testen konnten, am stabilsten. Ist bei der neuen Technik allerdings auch nicht verwunderlich.
Natürlich nur, wenn Sie möchten.
Hier gibts die Infos dazu ( Seite ist noch im Aufbau )
Hier die interaktive Onlinehilfe ( ebenfalls noch nicht zu 100% fertig )
Würden uns freuen, wenn wir einen weiteren "Kunden" hätten, der das ein oder andere dann über die SW schreiben bzw. berichten kann. Momentan arbeiten etwa 30 Betatester zur absoluten Zufriedenheit damit. Der Verkauf startet am 1. Juli.
mfG
Frank Hylewicz von CNC-STEP
Der Beitrag wurde von CNC-STEP bearbeitet: 07.06.2017, 06:45 Uhr
--------------------
13.07.2017, 21:22 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
Ich muss sagen das mich der Krach durch den Kompressor, die Hitze durch den Kompressor der Druck durch die Sperrluft schon ziemlich nervt.
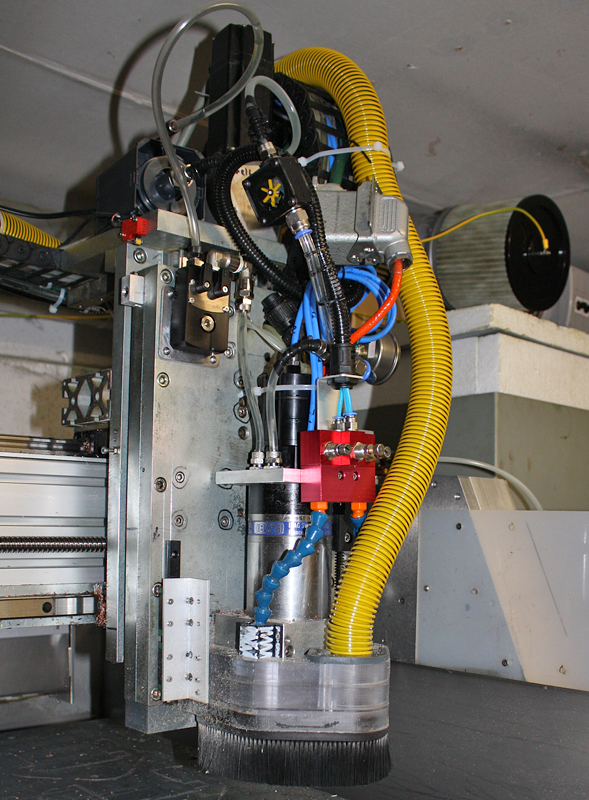
Daher habe ich meine alte Chinaspindel reaktiviert und nutze die jetzt als Vorsatzspindel. Wenn ich Quick& Dirty etwas größeres fräsen muss was auf meine kleine HSC Maschine nicht passt dann nehme ich die große mit der Chinaspindel. Überwiegend wird diese Spindel nur Holz und Pom/PVC sehen. Diese Spindel hat auch den großen 50mm Absaugschlauch bekommen. Dieser ist ja überwigend für Holz nötiger. Für Kunststoffe und Kupfer reicht auch der kleine 35mm Schlauch. Zum absaugen verwende ich vorerst noch den Attix 30. Vielleicht werde ich irgendwann auf den 3.4Kw China Sauger umrüsten. Solange wie der Nilflisk reicht aber erstmal nicht. Den Attix habe ich wieder aufbereitet. Alter versiffter Motor, raus, neuer Motor rein. Stabklasse H Filter gekauft und vorher alle Kunststoffteile im Ultraschallbad gereinigt und auch mit chlor Desinfiziert. Der ist jetzt wieder wie neu. :-)
Die absaguvorrichtung ist dieses mal auch bis zu 50mm flexibel. Ich hoffe das tut alles gut. Ich mach dann mal nen Video.
Wo ich mit den Hobby angefangen habe, wusste ich gar nicht was man sich alles für ein Takel an die Z Achse hängen kann... O.o
Meine is nu voll O.o
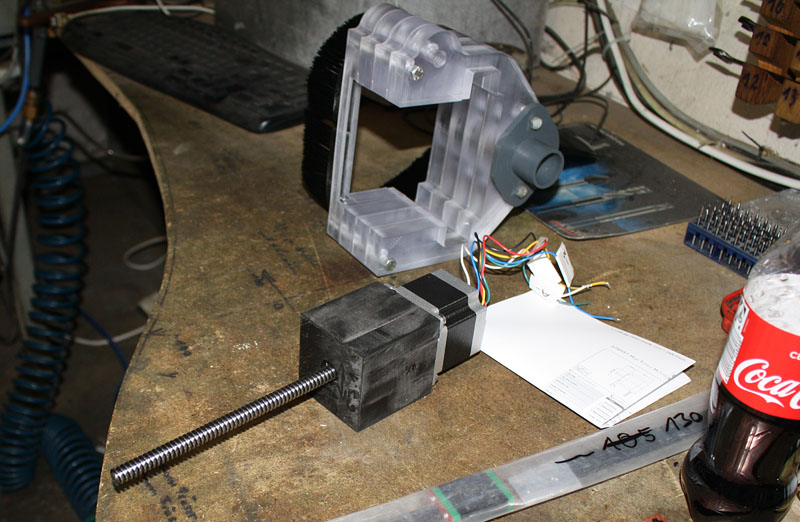
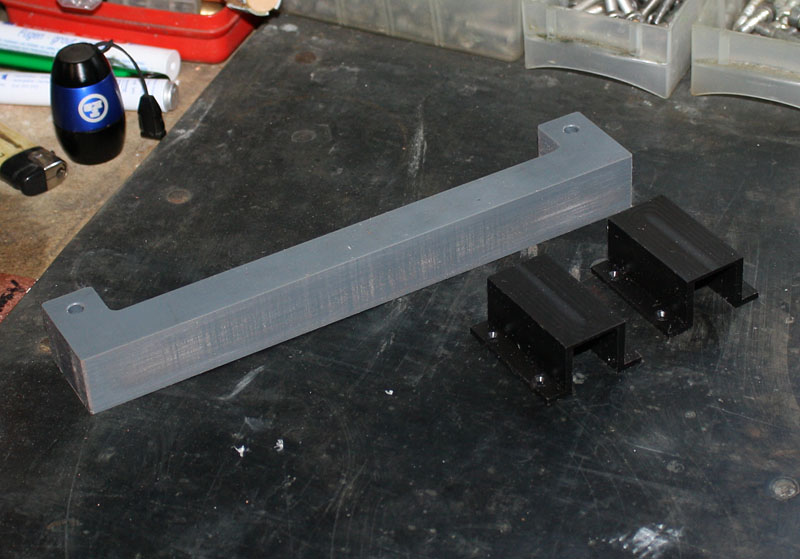
Darüber hinaus habe ich die andere Frässpindel mit den pneumatischen Werkzeugwechsler um 30mm nach oben versetzten müssen da ich ansonsten nicht an die oberste Leiste des Werkzeugwechselmagazins komme. Dabei habe ich die 4 Absaugebene am Absaugschuh montiert.
Somit fährt der Absaugschuh auch weit genug nach oben ohne beim Werkzeugwechsel zu stören. Glück hatte ich auch beim Absaugschuh der Chinaspindel. Ic hahtte gerade noch so viel über wie nötig. Morgen wird alles getestet. Ich hoffe das alles funzt.
Daher habe ich meine alte Chinaspindel reaktiviert und nutze die jetzt als Vorsatzspindel. Wenn ich Quick& Dirty etwas größeres fräsen muss was auf meine kleine HSC Maschine nicht passt dann nehme ich die große mit der Chinaspindel. Überwiegend wird diese Spindel nur Holz und Pom/PVC sehen. Diese Spindel hat auch den großen 50mm Absaugschlauch bekommen. Dieser ist ja überwigend für Holz nötiger. Für Kunststoffe und Kupfer reicht auch der kleine 35mm Schlauch. Zum absaugen verwende ich vorerst noch den Attix 30. Vielleicht werde ich irgendwann auf den 3.4Kw China Sauger umrüsten. Solange wie der Nilflisk reicht aber erstmal nicht. Den Attix habe ich wieder aufbereitet. Alter versiffter Motor, raus, neuer Motor rein. Stabklasse H Filter gekauft und vorher alle Kunststoffteile im Ultraschallbad gereinigt und auch mit chlor Desinfiziert. Der ist jetzt wieder wie neu. :-)
Die absaguvorrichtung ist dieses mal auch bis zu 50mm flexibel. Ich hoffe das tut alles gut. Ich mach dann mal nen Video.
Wo ich mit den Hobby angefangen habe, wusste ich gar nicht was man sich alles für ein Takel an die Z Achse hängen kann... O.o
Meine is nu voll O.o
Darüber hinaus habe ich die andere Frässpindel mit den pneumatischen Werkzeugwechsler um 30mm nach oben versetzten müssen da ich ansonsten nicht an die oberste Leiste des Werkzeugwechselmagazins komme. Dabei habe ich die 4 Absaugebene am Absaugschuh montiert.
Somit fährt der Absaugschuh auch weit genug nach oben ohne beim Werkzeugwechsel zu stören. Glück hatte ich auch beim Absaugschuh der Chinaspindel. Ic hahtte gerade noch so viel über wie nötig. Morgen wird alles getestet. Ich hoffe das alles funzt.
15.07.2017, 09:35 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
Holz funzt perfekt.
https://www.youtube.com/watch?v=83Xp7IIxhqg...eature=youtu.be
https://www.youtube.com/watch?v=83Xp7IIxhqg...eature=youtu.be
21.09.2017, 14:47 Uhr al_bundy
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.07.2005
Beiträge: 153
Mitglied seit: 22.07.2005
Beiträge: 153
Nach knapp 4 Jahren ist es nun mehr oder weniger soweit. Die WZW-Funktion funktioniert.
Die Werkzeugpositionen wurden ermittelt und werden die nächsten Wochen in die Makros eingepflegt.
Arbeiten tue ich ja schon seit März mit der Spindel. Ist schon nicht so verkehrt die Spindel.
Was ich mir beim nächsten mal aber zwei mal überlege ist Sperrluft.
Ich will nicht davon sprechen das mir der Ölnebel die Bude vollnebelt... ...
aber schlussendlich wird doch extrem wenig versprüht. Die MMKS aber ist schlimmer.
Ansonsten stört mich die Wärme des Kompressors. Zumindest im Sommer. ruckzuck 35°C
unter der Decke. Im Winter wirds wohl fortan auch ohne Heizung mollig warm. Aber im Sommer
muss ich mir da noch zusätzlich eine Klimaanlage einbauen. Zum Glück habe ich da
dieses Jahr keine Sorge mit.
Die Werkzeugpositionen wurden ermittelt und werden die nächsten Wochen in die Makros eingepflegt.
Arbeiten tue ich ja schon seit März mit der Spindel. Ist schon nicht so verkehrt die Spindel.
Was ich mir beim nächsten mal aber zwei mal überlege ist Sperrluft.
Ich will nicht davon sprechen das mir der Ölnebel die Bude vollnebelt... ...
aber schlussendlich wird doch extrem wenig versprüht. Die MMKS aber ist schlimmer.
Ansonsten stört mich die Wärme des Kompressors. Zumindest im Sommer. ruckzuck 35°C
unter der Decke. Im Winter wirds wohl fortan auch ohne Heizung mollig warm. Aber im Sommer
muss ich mir da noch zusätzlich eine Klimaanlage einbauen. Zum Glück habe ich da
dieses Jahr keine Sorge mit.
1 Besucher lesen dieses Thema (Gäste: 1) 0 Mitglieder: |