

Für den Einstieg in die HSK100-Klasse steht das Bearbeitungszentrum H 4500, für die leistungsstarke Bearbeitung im 5-Achsbereich das Bearbeitungszentrum FP 4000. Kombinierte Dreh- und Fräsoperationen dagegen vereint man auf dem Fräs-Drehzentrum CP 4000 oder dem klassischen 4-Achs-Bearbeitungszentrum H 2000 mit Planzug.
5-Achs-Fräs-Drehzentrum CP 4000: Hochproduktives Drehen inklusive
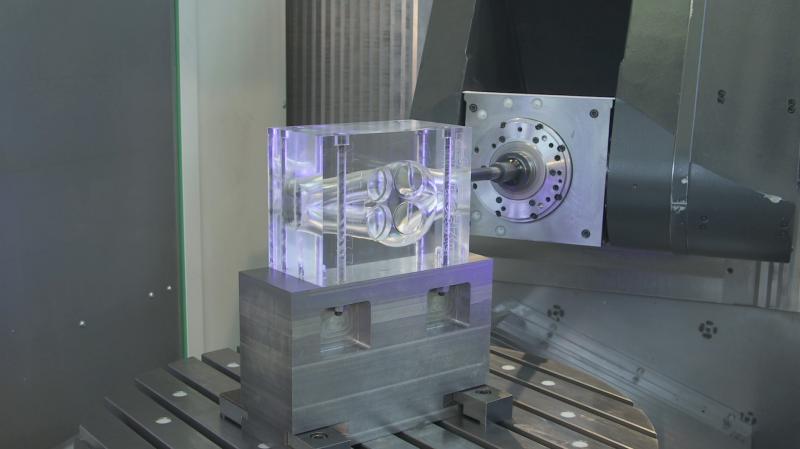
Mit der Baureihe C hat HELLER ein Leistungspaket geschnürt, das in diesem Sektor als nahezu einzigartig gilt. Die Baureihe C ist ohnehin nicht mit herkömmlichen BAZ mit integrierter Drehoperation vergleichbar. Konkret wird es hier zur AMB 2014 um das 5-Achsbearbeitungzentrum CP 4000 mit der Bearbeitungseinheit PCU 63 mit einem Drehmoment von 242 Nm und 44 kW gehen. Komplettbearbeitung definiert HELLER bei der CP 4000 so, dass bei diesem Maschinenkonzept neben der 5-Achs-Bearbeitung mit Spindeldrehzahlen bis 24.000 min-1, das Drehen mit der fünften Achse im Werkzeug einen hohen Stellenwert einnimmt. Horizontal und vertikal lassen sich so mit der C- optional A- und der B-Achse problemlos Außen- und Innendrehkonturen herstellen. Der Rundtisch mit direktem Torque-Antrieb bringt Drehzahlen bis 1.000 min-1 und die notwendige Leistung, wenn das Werkstück gegen das Werkzeug rotiert. Das heißt, wirtschaftlich wird der Einsatz der Baureihe C, wenn die kubischen Anteile sowie Prozesssicherheit, Automatisierbarkeit, Präzision überwiegen und rotationssymmetrische Bauteile mit einem Längen/Durchmesserverhältnis kleiner eins gefordert sind.
Wahre Größe steckt im Detail
Die hohen Schnittleistungen erreicht HELLER mit der eigens entwickelten und extrem steifen Schwenkkopfgeometrie. Drehmomentsteifer und formschlüssiger wird man mit einer Spindelfixierung. Combined Processing gilt so als eine Investition, bei kleiner werdende Losgrößen und einer größeren Teilevielfalt, mit der sich auch in Zukunft flexibel arbeiten lässt. Zumal HELLER auch hier für hoch produktives Zerspanen mit wirtschaftlichen Schnittwerten den Genen folgt und mit der Siemens Sinumerik 840 Dsl eine Steuerung einsetzt, mit der sowohl anspruchsvolle Fräs-Dreh-Aufgaben, hochpräzise Geschwindigkeits- und Beschleunigungsführung sowie eine variable Anpassung an Genauigkeit und Oberflächengüte möglich sind.
HELLER bietet die Baureihe C in zwei Baureihen-Varianten (CP/Palettenwechsler oder CT/Tischbeladung) an. Der Arbeitsraum der CP 4000 misst 800 x 800 x 1.045 mm (X, Y, Z), für Palettengrößen von 500 x 600 mm und Werkstücke mit einer maximalen Höhe von 1.000 mm. Als ein weiteres Highlight an der CP 4000 ist allerdings auch die von HELLER entwickelte Funktionalität zur Identifikation von Unwuchten am Werkstück bzw. am Rundtisch zu sehen. So lassen sich für ein wiederholgenaues zentrisches Spannen und auch aus sicherheitstechnischen Gründen durch antriebsinterne Signale ohne Verwendung zusätzlicher Sensorik kleinste Unwuchten auf der Werkstückseite erkennen. Über eine versierte Oberfläche wird der Anwender zudem beim Ausgleich der Unwuchten unterstützt. Speziell bei Drehwerkzeugen macht allerdings auch die von HELLER angebotene serienmäßige Werkzeugvermessung mit taktiler Sensorik Sinn.
Alles in allem scheint HELLER mit der Baureihe C der permanenten Nachfrage nach der Bearbeitung rotationssymmetrischer Bauteile, vor allem aus den Branchen Energieindustrie sowie Antriebstechnik, bzw. dem Trend der hybriden Technologien zu folgen. Dass dies in diesem Segment nun auch mit hoher Zerspanleistung möglich wird, kommt den genannten Branchen sicher sehr entgegen. Und hat auch etwas mit den HELLER-Genen zu tun.
4-Achs-Bearbeitungszentrum H 4500: Solide und qualitätsbewusst in HSK 100
Hochgradig standardisiert und auf robuste Prozesse ausgelegt, so kurz und doch prägnant ließe sich das 4-Achs-Bearbeitungszentrum H 4500 beschreiben, mit dem HELLER zur AMB 2014 die Grenzbereiche in dieser Maschinengröße neu definiert. Die notwendige Stabilität für das hohe Zerspanvolumen basiert auf der eigensteifen Konstruktion des Maschinenbettes, die doppelt angetriebene Z-Achse, den dynamisch steifen, kurzen Gesamtaufbau der Arbeitseinheit und den wassergekühlten Spindelhals. Neben den mittlerweile bewährten HELLER Genen überzeugt dieses Bearbeitungszentrum aber vor allem durch ein breites Einsatzspektrum. Denn das Leistungsvermögen und die Präzision sind von der Leichtmetallbearbeitung bis zur Schwerzerspanung, bei wechselnden Losgrößen und einem variablen Teile- und Werkstoffspektrum mit Trocken- oder MMS-Bearbeitung abrufbar. Möglich wird das einerseits durch die umfangreiche Grundausstattung wie beispielsweise das Werkzeug-Kettenmagazin mit 50 Plätzen, ein taktiles Werkzeugvermessungssystem und einen Arbeitsbereich von 800 x 800 x 800 mm (X/Y/Z). Anderseits ist man bei der H 4500 auch beim Werkstückmanagement offen. Dem breiten Bearbeitungsspektrum kommen die B- Achse mit einer Zuladungskapazität von 1400 kg entgegen.
Mit einzigartigen Leistungsparametern zum soliden Allrounder
Bei der Auslegung des 4-Achs-Bearbeitungszentrums H 4500 hat HELLER unter anderem aber auch alle Vorteile der Horizontalbearbeitung vereint. Dazu zählt zunächst das Späne-Management. Ein freier Spänefall unterhalb der Spindel und zwischen Rundtisch und Plattenwechsler oder steile Spänerutschen im Arbeitsraum und am Rüstplatz gelten ebenso wie einen 600 mm breiten Kratzband-Späneförderer über den gesamten Z-Hub bei HELLER zu den Standards. Vorgestellt wird die H 4500 zur AMB mit der neu entwickelten Spindel Power Speed Cutting PSC 100. Eine Spindel, mit der problemlos eine Leistung von 52 kW, ein Drehmoment von 500 Nm und eine Drehzahl von 12.500 min-1 abgerufen werden kann. Derartige Leistungsparameter zeigen, dass es HELLER bei der H 4500 weniger um Eilganggeschwindigkeiten und Beschleunigungswerte ging sondern mehr um Grundwerte, die eine H 4500 zum soliden Allrounder im HSK-A 100 Bereich machen.
5-Achs-Bearbeitungszentrum FP 4000: Vereint Produktivität mit Präzision
Man geht in Nürtingen weiter den Weg der hohen Produktivität. Das gilt auch für die 5-Achstechnologie. Mit der Baureihe F, zur AMB 2014 konkret mit der FP 4000, zeigt das Unternehmen HELLER, dass 5-Achsfräsen nicht immer nur mit filigranen Strukturen oder einem vermuteten Präzisionsverlust gegenüber der Horizontalbearbeitung zu tun hat. Im Gegenteil, bei der Entwicklung standen kompromisslose Produktivität, Prozesssicherheit und eine hohe Werkstückzuladung im Vordergrund. Mit der möglichen Werkstückzuladung von bis zu 1.400 kg sowie dem großzügigen Arbeitsraum (Arbeitsbereich von 800 mm in der X- und 900 mm in der Y-Achse, sowie 1.045 mm in Z-Richtung) bewegt man sich mit der FP 4000 in Sachen Universalität, Flexibilität und absoluter Präzision in der ersten Reihe. Absolut codierte direkte Messsysteme, hoch auflösende Drehgeber sowie YRT-Lager mit integriertem Messsystem gelten ebenso als Standard wie die 5-Achskinematik im Werkzeug in X, Y, C bzw. A. Mit den zwei zusätzlichen Achsen im Werkstück in Z und B wird daraus Präzision mit hoher Dynamik (Eilgänge von 60 m/min oder auch Beschleunigungen von 6 m/s2) für eine schnelle Positionierung.
Potenziale zur Prozessoptimierung
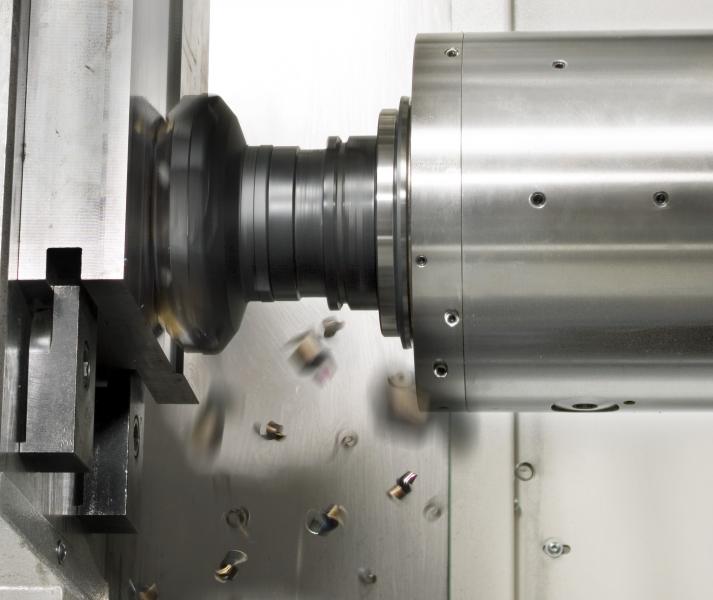
Der wesentliche Vorteil der 5-Achsbearbeitung, die Komplettbearbeitung in einer Aufspannung, lässt sich allerdings nur dann realisieren, wenn das Gesamtkonzept in sich stimmig ist. So muss die bereitgestellte Leistung stimmen und in jeder Raumlage abrufbar sein. Bereits hier geht es also darum, bei der Investition Produktivität, Zerspanleistung und Verfügbarkeit in den Vordergrund zu stellen und den Nutzen mittel- und langfristig zu rechnen. Welche Maßstäbe hier anzusetzen sind, macht HELLER auf der AMB in Verbindung mit dem Gabelkopf Speed Cutting Tilt SCT 63 für die Speed-Zerspanung, mit 40 kW, einen Drehzahlbereich von 16.000-1und einem maximalem Drehmoment von 80 Nm deutlich. Neben dem möglichen hohen Zerspanvolumen lässt sich mit dem SCT allerdings auch im negativen, also dem unteräquatorialen Bereich bearbeiten. Das 5-achsige Bearbeiten bietet zweifelsohne entsprechendes Potenzial zur Prozessoptimierung. Das Anstellen des Fräsers ermöglicht den Einsatz von Werkzeugen mit wesentlich geringerer Auskraglänge. Das hat meist kürzere Bearbeitungszeiten und eine Verbesserung der Oberflächenqualität aufgrund geringerer Schwingungsanfälligkeit zur Folge. Weitere Potenziale sind im Umfangsfräsen oder Stirnfräsen von Freiformflächen zu sehen. Statt den Weg des hochdynamischen Fräsens mit kleiner Zustellung zu gehen, setzt HELLER auch bei der FP 4000 auf eine maximale Spanzustellung. Ein Weg, der sich mittlerweile für zahlreiche Anwender der Baureihe F gerechnet hat.
4-Achs-Bearbeitungszentrum H 2000: Selbst bei kombinierten Prozessen in der Erfolgsspur
Die Bearbeitungszentren der Baureihe H sind mittlerweile die meist verkauften Maschinen beim Unternehmen HELLER und wie es scheint, sind längst noch nicht alle Potenziale ausgeschöpft. Denn mit dem 4-Achs-Bearbeitungszentrum H 2000 wird HELLER zur AMB 2014 gemeinsam mit dem Institut für Produktionsmanagement, Technologie und Werkzeugmaschinen (PTW) in Darmstadt vorstellen, wie Produktivität, Universalität und Wirtschaftlichkeit bei kombinierten Prozessen zu vereinen sind. Konkret geht es dabei um das Honen mit integriertem Planzug. Im Gegensatz zu den klassischen Bearbeitungskonzepten kombiniert man so Fräs- und Drehfunktionalitäten. Die Basis des Konzepts „Planzug“ ist die Integration einer zusätzlichen Achse im Werkzeug, um die Schneide radial anzusteuern. Diese Achse, auch als Verstellwelle bezeichnet, läuft mittig durch die Spindel. So ist die Antriebseinheit durch die Spindelmitte vollautomatisch mit dem Plandrehkopf und dem Werkzeug gekoppelt.
Das Bearbeitungszentrum H 2000 rückt durch Zerspanleistung, Präzision bei allen Baugrößen und die Diskussion zur Energieeffizienz immer wieder in den Mittelpunkt. Die Zerspanleistung erzielt HELLER durch einen stabilen Grundaufbau, den Doppelantrieb in der Z-Achse für symmetrischen Kraftangriff und freien Spänefall. Die Präzision erreicht man durch die reduzierte Tischverformung und hohe Genauigkeit aufgrund innen liegender Antriebe. In Sachen Energieeffizienz dagegen ist man bei HELLER längst in einem neuen Zeitalter. So zählen bei der Baureihe H rückspeisefähige Antriebssysteme, Servomotoren mit einer effizienteren Nutzung des gesamten Drehzahlbereichs oder auch leistungsreduzierte Ventile seit Jahren ebenso zum Stand der Technik wie Standby-Strategien, oder drehzahlgeregelte Hochdruckpumpen an Kühlmittelanlagen.
Pressekontakt
Gebr. Heller Maschinenfabrik GmbH
Marcus Kurringer
Gebrüder-Heller-Straße 15
72622 Nürtingen
Deutschland
Telefon: +49 7022 77-5683
Telefax: +49 7022 77-165683
[email protected]

 Deutschland
Deutschland 