




Erleben Sie HORN
Erleben Sie HORN
Geballte Kompetenz für den Werkzeug- Modell- und Formenbau

Was dabei herauskommt, wenn sich drei Spezialisten in ihrem Fachgebiet austoben, erkennt man an einem Werkstück für den Werkzeug & Formenbau. Ein Projekt, entwickelt für ein Online-Seminar, zeigt das Knowhow und die erfolgreiche Zusammenarbeit. Mit an Bord waren der Spannmittel-Spezialist SCHUNK, die Programmierprofis von OPEN MIND sowie die Werkzeugfachleute von Horn. Neue Ansätze trafen dabei auf bewährte Technologien. Von der deformationsfreien magnetischen Werkstückspannung mit mobilen Polverlängerungen über neue HPC-Fräswerkzeuge für hohe Zeit-/Spanvolumen bis hin zur wirtschaftlichen Programmierung. Das Seminar war nicht nur für Anwender im Werkzeug-, Modell- und Formenbau interessant. Die Themen spielen auch für andere Bereiche der Zerspanung eine große Rolle.
„Als mich Uwe Weil von SCHUNK anrief und mir die Idee für das Projekt schilderte, weckte dies sofort mein Interesse. Kurz darauf sagte ich zu“, erzählt der Horn-Produktmanager Andreas Jenter. Sein Spezialgebiet ist bei Horn das Fräsen mit Vollhartmetall-Werkzeugen. „Auch Clemens Bangert von dem CAD/CAM-Hersteller OPEN MIND hat sofort für das Projekt zugesagt. Der hyperMILL®-Experte entwickelte und programmierte das 3D-Modell der anspruchsvollen Form“, erzählt Uwe Weil. Weil ist bei SCHUNK verantwortlich für Produktschulungen und Technologietrainings. Weil fährt fort: „In vier Tagen intensiver Zusammenarbeit stand der Bearbeitungsprozess. Das ein oder andere fertigt man in der Praxis vielleicht anders, aber wir wollten mit verschiedenen Ansätzen die wirtschaftliche Bearbeitung eines so anspruchsvollen Bauteils aufzeigen.“
Magnetische Werkstückspannung
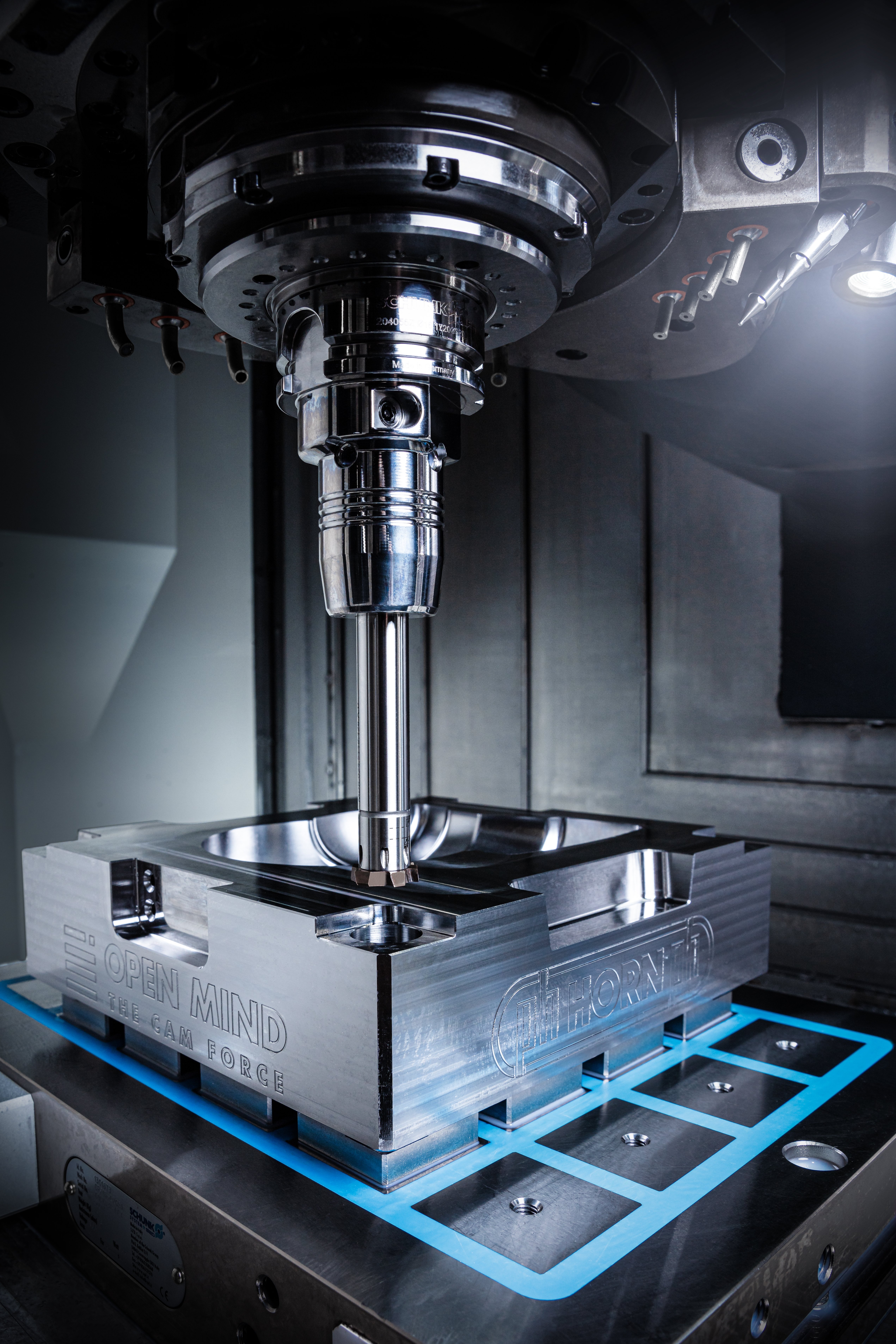
In der Masse bekannt für Flachschleifmaschinen, aber auch beim Fräsen findet die Magnetspanntechnik ihren Einsatz. „Es gibt immer noch Vorbehalte gegenüber der magnetischen Werkstückspannung beim Fräsen, aber anhand dieses Beispiels wollten wir zeigen, dass diese Technik in der Fertigung sehr gut ein- und umzusetzen ist“, sagt Weil. Die Magnetspannplatte ist mittels einer Aluminium-Grundplatte und entsprechend angeordneten Nullpunkt-Spannbolzen mit dem SCHUNK Nullpunkt-Spannsystem auf dem Maschinentisch verbunden. Die magnetische Spannung des Rohteils ist deformationsfrei. Dies gelingt zum einen über fixe Polverlängerungen zur Höhenpositionierung des Werkstücks und zum anderen über mobile Polverlängerungen. Die mobilen Polverlängerungen passen sich dabei an die Unebenheiten der Oberfläche des Bauteils an. Somit wird das Rohteil beim Spannen nicht verzogen. Nach dem Planfräsen der Außenmaße wird das Werkstück auf feste Polverlängerungen gespannt. „Die Feldlinienhöhe, also die Eindringtiefe des Magnetfeldes ins Bauteil, beträgt bei maximaler Magnetstufe rund 10 mm. Ein Vorbehalt der Magnetspanntechnik ist beispielsweise, dass die Werkstücke nach dem Spannen selbst magnetisch sind. Dem ist aber nicht so. Durch die geringe Eindringtiefe des Magnetfeldes haben wir auch beim Fräsen der tiefen Form keine Probleme mit anhaftenden Spänen auf der Oberfläche“, erklärt Weil.
Jenter setzt für das Planfräsen der Außenseiten das Horn-Hochvorschubfrässystem DAH84 ein. „Die acht nutzbaren Schneiden der Wendeschneidplatte bieten einen günstigen Schneidenpreis und eine hohe Wirtschaftlichkeit. Die positive Schneidengeometrie sorgt trotz der negativen Einbaulage für einen weichen und ruhigen Schnitt sowie für einen guten Spanabfluss“, beschreibt Jenter. Der große Radius an der Hauptschneide der Wendeschneidplatte erzeugt einen weichen Schnitt, sichert eine gleichmäßige Aufteilung der Schnittkräfte und sorgt damit für lange Standzeiten. Zum Schlichten der Flächen kam das Tangential-Frässystem des Typs 409 zum Einsatz.
Knowhow in der Programmierung
Für die Schruppbearbeitung nutzte Clemens Bangert eine Funktion aus dem Performance-Paket hyperMILL® MAXX Machining. „Um die Bearbeitung dynamisch und gleichzeitig effizient zu gestalten, setzte ich auf das 3D-optimierte Schruppen. Die Zerspanung erfolgt dabei in trochoidalen Werkzeugbahnen und der Fräser taucht über eine helikale Rampe in das Bauteil ein. Besonders wichtig ist, dass wir beim Eintauchen eine separate Drehzahl, die Schnittgeschwindigkeit sowie eine Verweilzeit nach dem Eintauchen programmieren können. So ist während der ganzen Bearbeitung ein stabiler Prozess gewährleistet“, führt Bangert aus. Die Verweilzeit ist notwendig, um der Spindel ausreichend Zeit zu geben, die richtige Drehzahl zu erreichen, damit das Auffräsen der Form in trochoidalen Bewegungen starten kann. Die Schruppbearbeitung der Form erfolgt soweit wie möglich in einer Helixbewegung. „Somit ist sichergestellt, dass das Werkzeug ohne Rückzugsbewegungen immer sanft schneidend im Gleichlauf und nie im Vollschnitt im Eingriff ist“, so Bangert.
Zum Schruppen der Innenform setzt Jenter auf die Horn-VHM-Schaftfräser des Systems DS. „Wir haben speziell für das Fräsen von hochfesten Stählen mit hohem Zeitspanvolumen HPC-Fräser entwickelt“, erklärt Jenter. Insbesondere bei dynamischen Schruppbearbeitungen sowie bei klassischen Schruppzyklen spielt das System seine Stärken aus. Bei der ersten Schruppbearbeitung kommt ein HPC-Fräser mit einem Durchmesser von 12 mm und vier Schneiden zum Einsatz. „Aufgrund der Kontur haben wir keinen größeren Durchmesser gewählt, um die Restmaterialbearbeitung zu reduzieren“, so Jenter. Der Eintauchwinkel beträgt 5 Grad in einer Helix beim Einfahren in das Werkstück. Die Schnitttiefe liegt bei ap = 20 mm. Die weiteren Schnittdaten betragen vc = 140 m/min, fz = 0,08 und die seitliche Zustellung ae = 3 mm. Die ungleichen Drallwinkel und die dadurch resultierende ungleiche Zahnteilung ermöglichen eine hohe Laufruhe im Einsatz. Die optimierte Stirngeometrie der Werkzeuge reduziert den Schnittdruck beim Eintauchen in einer Helix oder in der Rampe. Die verbesserten Spanräume bieten im Einsatz eine hohe Prozesssicherheit in der Spanformung und in der Spanabfuhr.
Für das Schruppen der Freiformflächen kommt ein Hochvorschubfräser mit Durchmesser 12 mm zum Einsatz. Die Fräser haben eine doppelte Radiusgeometrie. Dies begünstigt den Kraftfluss in axialer Richtung der Spindel und wenig radiale Kräfte. „Durch diese Geometrie lassen sich auch bei langen Werkzeugauskragungen hohe Vorschübe fahren, ohne dass Vibrationen im Werkzeug auftreten“, erklärt Jenter.
TENDO E compact Hydrodehnspannfutter
Gespannt sind die Werkzeuge zum Schruppen in SCHUNK-Hydro-Dehnspannfuttern. Beim Schruppen setzt Weil auf die Serie TENDO E compact. Die kurze Bauform eignet sich gut für die Bearbeitung. „Ich werde immer wieder gefragt, mit welchem Drehmoment ich das Futter anziehen muss. Bei SCHUNK ist das ganz einfach: Man muss nur die Spannschraube bis auf den Anschlag drehen und damit hat man die optimale Rundlaufgenauigkeit und die bestmögliche Drehmomentübertragung des Werkzeugs“, beschreibt Weil.
Zur Aufnahme der Führungsbolzen des späteren Werkzeuges müssen vier Bohrungen an den Ecken des Werkstückes gerieben werden. Zum Spannen der Reibwerkzeuge setzt Schunk auf das Hydrodehnspannfutter des Typs TENDO Zero. Über vier gegenüberliegende Torx-Schrauben am Bund des Spannfutters lässt sich der Rundlauf genau einstellen. Der Anwender kann das Reibwerkzeug an einem Voreinstellgerät messen und die finale Einstellung erfolgt dann mittels einer Messuhr direkt in der Maschine. Dies ermöglicht eine µ-genaue Einstellung des Rundlaufes. „Bei einer Ausspannlänge des Reibwerkzeuges von über 100 mm haben wir hier einen Rundlauf von kleiner als 2 µm. Das ist schon ein sehr ordentlicher Wert“, sagt Weil.
Hochleistungs-Reibsystem DR
Das Reiben der vier Bohrungen übernimmt das Reibsystem DR von Horn. Mit innerer Kühlmittelzufuhr lag die Schnittgeschwindigkeit bei vc = 110 m/min und einem Vorschub von 0,84 mm/U. Der Rückzugsvorschub ist mit 4000 m/min programmiert. „Wichtig ist, bei einer langen Auskraglänge und einer Durchgangsbohrung nicht mehr als 2 mm aus der Bohrung wieder auszutreten. Sonst besteht die Gefahr des Aufschwingens des Werkzeugs.“, erklärt Jenter. Das Horn-Reibsystem ist modular aufgebaut und mit zahlreichen Schnittstellen kombinierbar. Die Wechselgenauigkeit der Schneidplatten liegt bei kleiner 4µm. Mit Standardschneiden des Systems lassen sich Werkstoffe bis zu einer Härte von 58 HRC reiben.
„Die vier außenliegenden Gewinde haben wir mit drei seitlichen Zustellungen bearbeitet, um die Passgenauigkeit des Gewindes zu gewährleisten. Für die Bearbeitung verwendete ich die hyperMILL®-Funktion „Gewindefräsen“. Diese berechnet automatisch den Wert der seitlichen Zustellung anhand von Werkzeug und Gewinde. Die Funktion unterstützt sowohl einschneidige wie auch mehrschneidige Werkzeuge“, so der hyperMILL®-Experte. Der Horn-Gewindefräser des Typs DC fräste die Gewinde mit einer Schnittgeschwindigkeit von vc = 80 m/min und einem Vorschub von fz = 0,02 mm/min. Gespannt war das Werkzeug in einem Dehnspannfutter des Typs SINO-R. Das Spannsystem basiert nicht auf Öl, sondern auf PU-Elementen. Dies ermöglicht eine hohe Schwingungsdämpfung und dadurch ein stabiles Gesamtsystem beim Gewindefräsen.
Hohe Oberflächengüten beim Schlichten
„Beim Schlichten einer Form mit unterschiedlichen Kugelfräsern gibt es drei entscheidende Faktoren, um die erforderliche Oberflächenqualität zu erreichen. Die Präzision des Werkzeugs, eine leistungsstarke CAM-Software für eine präzise Bearbeitung sowie die Genauigkeit des Spannmittels. Wir fertigen die Radien der Fräser mit einer maximalen Formabweichung von +/- 0,005 mm“, erzählt Jenter. Wie wichtig diese Präzision ist, zeigt sich beim Ansetzen unterschiedlicher Fräser an einer zu schlichtenden Form. Programmiert hat Bangert die Form mit einem 6 mm und einem 4 mm Kugelfräser: „Vor der Programmierung von Freiformen prüfen wir immer zuerst die Anforderungen an das Bauteil. Dazu zählen vor allem die geforderten Oberflächengüten, die Formtoleranzen und die Übergänge beim Schlichten.“ Darüber hinaus spielt auch die Maschinenkinematik, das Zusammenspiel zwischen Spannmittel, Werkzeugen und die Maschinensteuerung eine entscheidende Rolle.
Für die Hochpräzisionsbearbeitung enthält die CAM-Software hyperMILL® bereits in der Standardversion zahlreiche Strategien. Für eine Qualitätssteigerung bei der Oberflächengüte sorgt beispielsweise die Option „Hochgenauer Flächenmodus“. Diese kam auch bei der Bearbeitung der Form zur Anwendung. Dazu führt Bangert aus: „Die Berechnung der Werkzeugbahnen findet auf den realen CAD-Bauteilflächen und nicht auf einem Berechnungsmodell statt. Dadurch lassen sich Toleranzen im µm-Bereich einhalten. Darüber hinaus verwendete ich die Funktion „Sanftes Überlappen“, um die Übergänge zwischen unterschiedlichen Flächen, auch wenn diese mit einem anderen Werkzeug oder einer anderen Zustellung bearbeitet wurde, zu verschleifen. So lassen sich effizient übergangsfreie Oberflächen realisieren “. Darüber hinaus setzte Clemens Bangert die Funktion 5-Achs-Radialmachining ein: „Mit dieser Strategie sind bestmögliche Oberflächenqualitäten zu erreichen. Durch eine radiale Projektionsmethode lassen sich Werkzeugbahnen beispielsweise für Flaschenformen sehr viel schneller berechnen. Außerdem ist der Anwender in der Lage, flexibel auf die vorhandenen Bauteilgegebenheiten einzugehen“.