

Ein BTA-Tiefbohrwerkzeug besteht aus einem Bohrkopf und einem an die Bohrtiefe angepasstem Bohrrohr. Die schlanke Gestalt führt zu einer hohen dynamischen Nachgiebigkeit, die mit steigender Bohrungstiefe ansteigt. In Kombination mit hohen Drehzahlen und Vorschüben werden Torsions- und Biegeschwingungen begünstigt. Zur Vermeidung solcher dynamischen Prozessstörungen werden die Maschinen unterhalb der maximalen Leistungsfähigkeit betrieben. Weiterhin steigt mit der Bohrtiefe auch die statische Nachgiebigkeit des Werkzeugs, wodurch es zu einem Durchbiegen des Bohrrohres kommt. Hierdurch verläuft die erzeugte Bohrung abweichend zur idealen Bohrachse. Eine Verringerung dieses Mittenverlaufs bei gleichzeitiger Schwingungsdämpfung unabhängig von der Bohrtiefe würde für eine Maximierung der Produktivität bei gleichzeitig hoher Prozesssicherheit für das BTA-Tiefbohren bedeuten.
„Ein simpler Ansatz ist hierbei die Integration von Dämpfer-Abstütz-Modulen in das Tiefbohrwerkzeug“ sagt Markus Claßen, Projektmitarbeiter des Vorhabens DAMPP (Entwicklung eines Dämpfer-Abstützt-Moduls zur Erhöhung der Produktivität und Prozesssicherheit für das BTA-Tiefbohren). Entlang des meterlangen Bohrrohrs werden Reibelemente in das Werkzeug integriert, die mit einer Normalkraft gegen die Wand der erzeugten Bohrung drücken. Infolge der Rotationsbewegung beim Bohrprozess verringert eine reibungsbedingte Dämpfung die Schwingungsamplituden. Das Abstützten verhindert ein Durchbiegen, und damit einen Mittenverlauf.
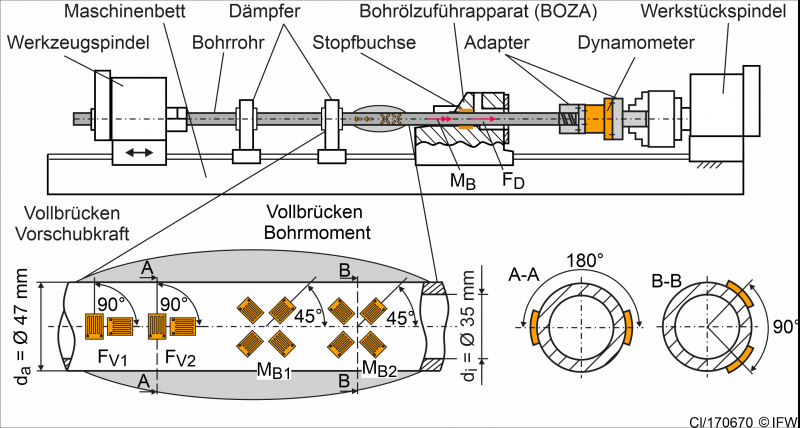
Herausfordernd ist unter anderen der geringe Bauraum zwischen Bohrrohr (da = 47 mm, di = 35 mm) und Bohrungswand (d = 63 mm). Die Ringspaltdicke beträgt bei den vorgegebenen Rahmenbedingungen 8 mm. Um die Module in das Tiefbohrwerkzeug zu integrieren, ist zudem eine Verringerung des Bohrrohrquerschnittes notwendig. Infolge der Verringerung können die Spannungsbelastungen, die durch den Bohrprozess auftreten, einen unzulässig hohen Wert erreichen. Die Grenze definiert hier die Dauerfestigkeit des Bohrrohres von σ = 340 N/mm2, das aus dem vergütetem Vergütungsstahl 42CrMoV+QT besteht.
„Die experimentelle Ermittlung der Prozessbelastung ist dabei entscheidend. Die analytische Bestimmung des Bohrmoments und der Vorschubkraft kann höchstens zur Kontrolle herangezogen werden.“, so Claßen. Bei einem BTA-Tiefbohrprozess wurden daher die Dehnung infolge der Prozessbelastung im Bohrrohr gemessen. Die Messung erfolgte durch am Bohrrohr applizierte Dehnungsmesstreifen, die zu Messbrücken verschaltet waren. Die Anordnung der einzelnen Messwiderstände ermöglicht das selektive Messen von Dehnung durch Druckspannung (infolge der Vorschubkraft Ff) und Torsionsspannung (infolge des Bohrmoments MB). Durch Verwendung von jeweils zwei identischen Messbrücken wurden die Messwerte miteinander kontrolliert. Die Kalibrierung der Sensorik erfolgte durch ein in den Kraftfluss zwischen Bohrrohr und Werkstück integrierten 4-Komponenten Dynamometers vom Typ Kistler 9272. So wurde eine Kalibiermatrix aufgestellt, in der die Kraftwerte des Dynamometers mit den Spannungswerten der Dehnungsmessbrücken abgeglichen wurden. Die Werkstücke aus 42CrMoV+QT wurde mit einer 1 m langen Durchgangsbohrung gebohrt. Die Prozesseinstellgrößen wurden so gewählt, dass sie die maximale Belastungsgrenze der BTA-Tiefbohrmaschine definieren. Die Schnittgeschwindigkeit betrug vc = 70 m/min und der Vorschub f = 0,258 mm.
Die gemessene Vorschubkraft betrug Ff = 16,3 kN, woraus eine maximale Druckspannung im Bohrrohr von σD = 21,09 N/mm2 resultiert. Durch das Bohrmoment von MB = 360 Nm errechnet sich die Scherspannung im Bohrrohr zu τ = 25,5 N/mm2. Die von-Mises Vergleichsspannung beträgt somit 48,94 N/mm2. Das entspricht 13,6 % der werkstoffbezogenen Dauerfestigkeit des Bohrrohrwerkstoffs. Bei der Integration der Module in das Bohrrohr steht damit ein ausreichend hoher Sicherheitsfaktor zur Verfügung.
 Deutschland
Deutschland