

Grob und fein im Einklang – Institut für Fertigungstechnik und Werkzeugmaschinen – Leibniz Universität Hannover
Hohe Produktivität und perfekte Oberfläche mit einem einzigen Werkzeug? Ein am Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover entwickeltes Fräswerkzeug vereint die Vorteile von Schruppwerkzeugen für einen hohen Materialabtrag und Schlichtwerkzeugen für eine optimale Bauteilqualität. Erste Ergebnisse im von der Deutschen Forschungsgemeinschaft geförderten Projekts zeigen eine Steigerung der Produktivität gegenüber konventionellen Schlichtwerkzeugen von über 200 Prozent bei gleichbleibender Oberflächenqualität.
Aluminium-Strukturbauteile gehören in der Luft- und Raumfahrt aufgrund ihrer geringen Masse zu den wichtigsten Komponenten. Die Fräsbearbeitung besitzt in der Herstellung dieser Teile eine entscheidende Rolle, denn bis zu 95 Prozent des ursprünglichen Schmiedeteils wird zerspant. Um bei solch hohen Zerspanungsraten einen produktiven Zerspanungsprozess zu gewährleisten, werden Werkzeugschneiden mit einer speziellen Fasengeometrie benötigt. Diese Fasen führen zu einer erhöhten Reibung zwischen Werkzeug und Werkstück und dämpfen die produktivitätsbeschränkenden Schwingungen des Werkzeugs. Dadurch werden deutlich größere Eingriffstiefen des Werkzeugs beim Schruppen ermöglicht.
Neben einer hohen Produktivität des Prozesses muss allerdings auch die Qualität der Bauteile stimmen. Nur wenn die Maßhaltigkeit gegeben ist und kein Grat an den Funktionsflächen der Bauteile existiert, kann ein einwandfreier Einsatz des Strukturbauteils gewährleistet werden. Gefaste Werkzeugschneiden erzeugen jedoch Grat und Aufschmierungen des Werkstoffs auf der Oberfläche. Daher werden ungefaste Werkzeuge für eine Schlichtbearbeitung eingesetzt. Die konventionelle Prozesskette in der spanenden Bearbeitung von Aluminiumbauteilen besteht dementsprechend aus einem Schruppprozess mit gefasten Werkzeugen, einem Werkzeugwechsel und einem anschließenden Schlichtprozess mit ungefasten Werkzeugen.
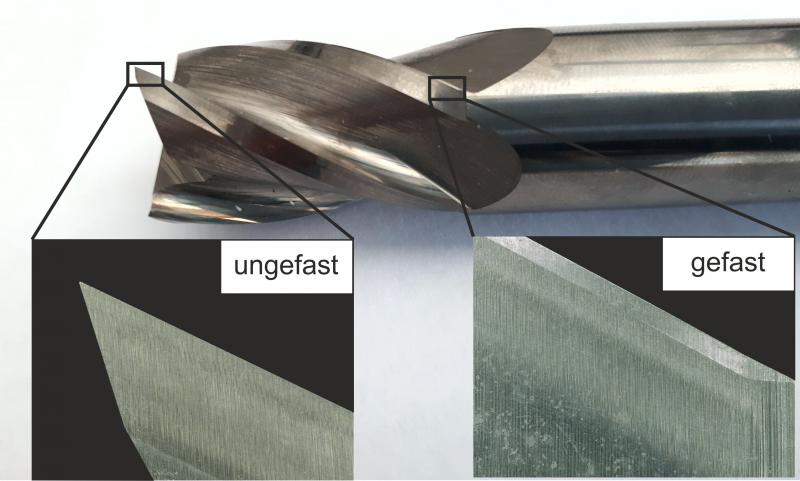
Ein von der Leibniz Universität Hannover patentiertes Werkzeugkonzept verbindet nun die Vorteile beider Werkzeugarten. Das Werkzeug besitzt jeweils zwei diametral angeordnete gefaste und ungefaste Schneiden. Weil die gefasten Schneiden jedoch einige Mikrometer kürzer sind als die ungefasten Schneiden, kommen sie nicht in Kontakt mit der finalen Oberfläche. Die Oberflächengüte wird somit alleine durch die ungefasten Schneiden bestimmt. Dass die gefaste Schneide dennoch Material abträgt, wird durch die Vorschubbewegung des Werkzeugs garantiert. Durch den Einsatz des Werkzeugs entfallen Werkzeugwechsel und Schlichtzeiten werden reduziert. „Unser neu entwickeltes Fräswerkzeug ermöglicht eine enorme Steigerung der Produktivität gegenüber konventionellen Schlichtwerkzeugen,“ freut sich Projektmitarbeiter Lars Ellersiek. „Im nächsten Schritt wollen wir den Einfluss der Werkzeuggeometrie auf das Potenzial des Werkzeugs untersuchen.“
Kontakt:
Für weitere Informationen steht Ihnen M. Sc. Lars Ellersiek, Institut für Fertigungstechnik und Werkzeugmaschinen, unter Telefon +49 511 762 18234 oder per E-Mail unter [email protected] gern zur Verfügung.
 Deutschland
Deutschland