

Zerspanwerkzeuge unterliegen während der Zerspanung hohen mechanischen und tribologischen Lasten, die zusammen mit thermischen Einflüssen zum Ausfall führen können. Insbesondere der Bereich der Schneidkante befindet sich im Zentrum dieser Last. Abgeschlossene Untersuchungen konnten bereits zeigen, dass Eigenspannungen in beschichteten Hartmetallwerkzeugen die Standzeit beeinflussen und durch den Beschichtungsprozess eingestellt werden können.
Die notwendigen röntgenografischen Eigenspannungsmessungen sind jedoch nur im Bereich der Span- bzw. Freifläche möglich, da in diesem Bereich die notwendigen Beugungsbedingungen erfüllt sind. Im Bereich der Schneidkante ist eine Messung mit klassischen röntgenografischen Methoden daher nicht möglich. Ein vereinfachter Transfer der Messergebnisse auf den Schneidkantenbereich ist aufgrund der Krümmung ebenfalls nicht möglich.
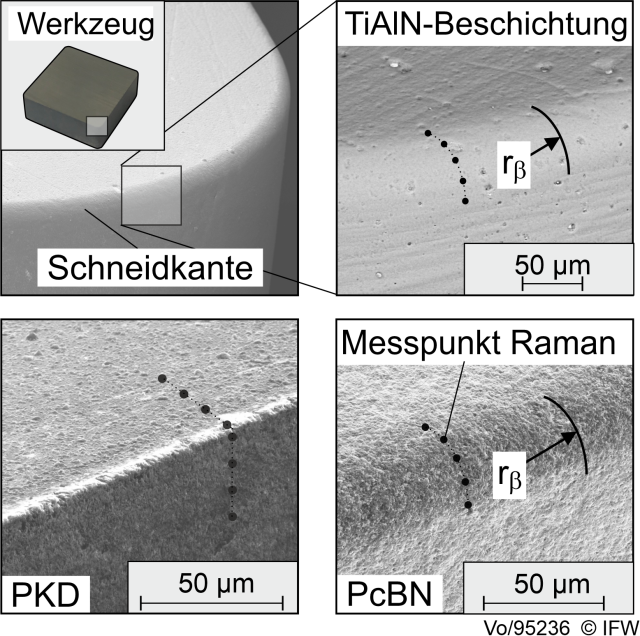
Um Eigenspannungsmessungen im Schneidkantenbereich trotzdem möglich zu machen, ist daher der Einsatz alternativer Messmethoden notwendig. Die Raman-Spektroskopie, die auf die Analyse von zurückgestreutem kohärentem Laserlicht basiert, bietet hier einen möglichen Lösungsansatz. Die Vorteile sind zum einen der deutlich kleinere Messpunkt (Durchmesser < 3 µm) sowie die kurze Messzeit im Vergleich zu den etablierten röntgenografischen Messverfahren. Das Verfahren ist an Raman-aktiven Schneidstoffen/Beschichtungen wie Diamant, Bornitrid oder nitridischen Schichten anwendbar.
Bisherige Untersuchen konnten zeigen, dass Eigenspannungen mit dieser Methode in Titanaluminiumnitrid-Schichten verlässlich nachweisbar sind, wenn diese durch ein mechanisches Verfahren, wie beispielsweise dem Nassstrahlen, eingebracht wurden. Dieser deutliche Eigenspannungsunterschied konnte ortsaufgelöst im Schneidkantenbereich nachgewiesen werden. Die Messung von beschichtungsinduzierten Eigenspannungen, die durch eine Veränderung der Beschichtungsparameter beeinflusst werden, ist zunächst durch eine reine Raman-Messung auf Grund einer starken Beeinflussung des Kristallgitters nicht möglich. Mit einer parallelen röntgenografischen Referenzmessung im ungekrümmten Bereich kann jedoch die relative Verteilung der Eigenspannungen im Schneidkantenbereich quantifiziert werden.
Die Anwendung der Raman-Spektroskopie auf die hochharten Schneidstoffe PKD und PcBN wird aktuell untersucht. Röntgenografisch verifizierte Lastspannungen im Biegelastfall konnten bereits nachgewiesen werden.
Aktuell wird der Einfluss der etablierten Präparationsverfahren Schleifen/Bürsten bei PcBN-Werkzeugen bzw. Schleifen sowie Erodieren bei PKD-Werkzeugen auf den Eigenspannungszustand ermittelt. Weiterhin ist für beide Schneidstoffe die Bearbeitung mittels Nano- und Femtosekundenlaser geplant. Die hohen Pulslängenunterschiede beider Verfahren lassen ebenfalls einen Einfluss auf die Eigenspannungszustände erwarten.
Abschließend ist der Einsatz der hergestellten Werkzeuge an gehärtetem 100Cr6 (PcBN) sowie übereutektischer Aluminium-Siliziumlegierung geplant, um den Einfluss der gemessenen Eigenspannungen auf die Standzeit zu quantifizieren.
Mit den gesammelten Erkenntnissen der neuartigen Anwendung dieser Messmethode kann in der Zukunft der Bereich des Schneidkante durch eine gezielte Nachbehandlung bzw. Präparation gezielt ausgelegt werden.