

In einer neuen Bearbeitungszelle hat CNC Häberle, gleichermaßen Lohnfertiger wie Systemintegrator, Ideen und Erfahrungen gekoppelt. Das Ergebnis ist eine automatisierte Produktionszelle, die zur AMB erstmals vorgestellt wird.
Lohnfertigern, das weiß Rainer Häberle nur zu genau, fallen „Dauerläufer“ selten in den Schoß oder besser: ins Spannfutter. Da gilt es, den Maschinenpark flexibel zu halten, um reagieren und Geld verdienen zu können.
Zur AMB 2014 stellt CNC Häberle, Laichingen, nun den Prototyp einer Zelle vor, wie sie aus der Sicht eines Lohnfertigers optimal ist. Flexibel im Alltag, kompakt im Aufbau, komplett fertig getestet und ohne Aufbauaufwand in Betrieb zu nehmen. Einmal in Laichingen aufgebaut und eingefahren, geht die Produktionszelle „am Stück“ zum Kunden. Da müssen Mechaniker, Elektriker und Programmierer vor Ort nicht zeitraubend über Kabelverbindungen oder Anschlüsse diskutieren. Heute anliefern, morgen produzieren – diesen oft geäußerten Wunsch von Anwendern will Häberle endlich erfüllen. Zusätzlicher Vorteil der standardisierten Bauweise ist (je nach Nachfrage) eine kürzere Lieferfrist.
Grundidee der Zelle ist es, flexibel auf unterschiedliche Losgrößen reagieren zu können. Gedacht ist sie für kleine bis allenfalls mittlere Losgrößen. Die Kombination Roboter/Speichereinheit bietet die dafür notwendige Flexibilität und ist durch die Art der Automation entsprechend wirtschaftlich. Sowohl komplexe Werkstücke mit hohem Werkzeugaufwand als auch größere Stückzahlen mit relativ einfachen Anforderungen lassen sich gleichermaßen wirtschaftlich fertigen. Rainer Häberle: „Wir wollten eine Zelle bauen, die beides kann, weil wir als Lohnfertiger auch beides brauchen.“ Und das noch auf möglichst wenig Standfläche.
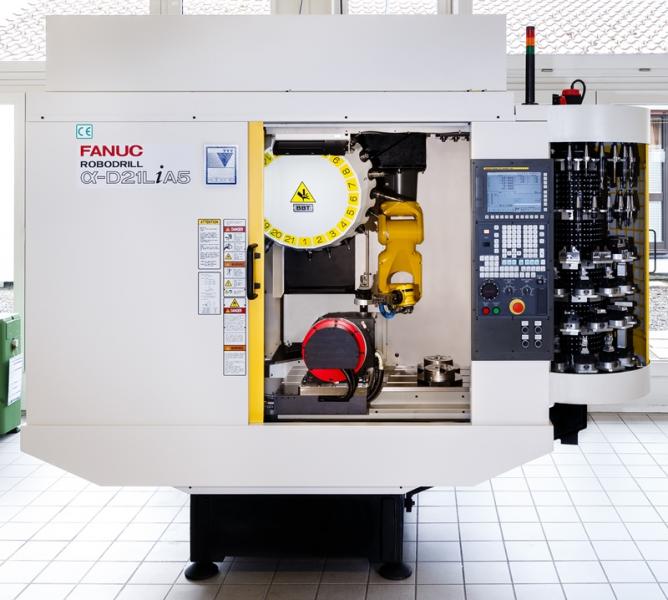
Beste Argumente für die Auswahl der Basismaschine, eine Robodrill α-D21LiA5, die schon vom Footprint her sehr anspruchslos ist. Die dreiachsige Standard-Robodrill wurde von Häberle mit bewährten und standardisierten Achsen zu einer fünfachsigen Bearbeitungsmaschine aufgerüstet. Eine Seitenwand der Maschine wird entfernt und direkt ein von Häberle entwickeltes und gebautes Karussell als Speichereinheit montiert. Dazwischen hängt ein LR Mate 200iD in der neuen Ausführung IP67K. Er übernimmt das Handling auf engstem Raum.
Die Speichereinheit hat es in der Tat in sich. Fünf Karussellebenen können Werkzeuge und Werkstücke aufnehmen. Im einfachsten Fall reichen die 21 Werkzeugplätze der Robodrill aus, dann lassen sich im Speicher pro Ebene bis zu zwölf Halter mit vorgespannten Werkstücken bevorraten. Die Entscheidung, Werkzeuge oder Werkstücke für die Bearbeitung vorzuhalten und damit das Karussell zu belegen, ist keine endgültige. Die Ebenen im Karussell haben in regelmäßigen Abständen Bohrungen mit Passungen, in denen entsprechende Halter fixiert und bei Bedarf ausgetauscht werden können.
Das hat auch für Häberle einen wirtschaftlich positiven Effekt: „Ich kann die Maschine samt Automation schon fast fertig aufbauen, bis sich der Kunde erst im Endstadium der Maschinenmontage für eine bestimmte Werkzeug-Konfiguration entscheidet.“ Und wenn sich die Bearbeitungsaufgabe nach einiger Zeit ändert, lässt sich die Ausstattung anpassen und beispielsweise die Werkzeuge pro Ebene zwei- statt einreihig anordnen. Entsprechende Halterungen werden dann kundenspezifisch integriert.
Die mit einer Nullpunkt-Aufspannung vorbereiteten Werkstücke können chaotisch und in beliebiger Auftragsreihenfolge bearbeitet werden. Um nicht bei unterschiedlichen Werkstücken auch den Greifer wechseln zu müssen, werden die Werkstückträger alle mit einer einheitlichen Greifhilfe versehen. Das spart Kosten für unterschiedliche Greifer und selbst wenn ein Greifer Hauptzeit-parallel gewechselt wird, den entsprechenden Aufwand. Bei der Maschinenvorführung auf der AMB zeigt Häberle unterschiedliche Spanneinheiten, die alle mit einem Greifer in die Maschine geladen werden. „Geht der Bedarf eines Betreibers über die damit möglichen Abmessungen hinaus, lassen sich selbstverständlich auch zusätzliche Greifer integrieren. Alles eine Kostenfrage“, sagt Rainer Häberle.
Die sinnvolle Werkstückgröße liegt in dieser Robodrill-Zelle bei Teilen mit einem Volumen von bis zu 150 mm x 150 mm x 150 mm. Mögliche Anwendungen mit dieser Spezifikation sieht Häberle in der Medizintechnik – eine Möglichkeit wäre die Bearbeitung von Zahnimplantaten. In einer solchen Anwendung sind zahlreiche Rohteilscheiben vorzuhalten. Die Bearbeitung solcher Implantate ist aufwändig, nicht zuletzt weil das Material sehr hart ist. Im vollautomatischen Betrieb, beispielsweise übers Wochenende, werden deshalb Schwesterwerkzeuge gebraucht, die sich im Karussell gut unterbringen lassen. Untersuchungen, mit welchen Taktzeiten sich solche Werkstücke fertigen lassen, gehören zu den Dienstleistungen von CNC Häberle.
Trotz aller Automation: Zu den selbstverständlichen „Betriebsarten“ gehört auch die manuelle Beschickung. Das bleibt bei einem Lohnfertiger nicht aus. „Nichts einfacher als das“, bestätigt Rainer Häberle. Da muss keine Roboterzelle auf die Seite geschoben, keine zusätzliche Sicherheitstür geöffnet werden. Ein ganz normaler Entriegelungsknopf reicht für den Zugang, wenn ein Teil manuell zur Bearbeitung eingespannt werden soll. Sämtliche Sicherheitsfunktionen werden über die Safety-Funktion der Fanuc-CNC gewährleistet.
Eine eventuell vorhandene Robodrill umzurüsten wird dennoch nicht ohne weiteres möglich sein. Denn um das Komplettpaket so anbieten zu können, sind einige Vorkonfigurationen erforderlich. Die Zielrichtung Häberles ist dabei, möglichst viel zu standardisieren, mit möglichst wenig Komponenten und Teilen auszukommen: „Was nicht dran ist, kann nicht ausfallen.“ Die 5-Achs-Maschine mit 21 Werkzeugplätzen, Roboter und Speicher ist von daher auch robust und aufgrund ihrer Allround-Qualitäten für sehr viele Bearbeitungsaufgaben wirtschaftlich einsetzbar. Darf es hinsichtlich Flexibilität und Speicherplätzen etwas weniger sein, gibt es eine einfache 5-Achs-Version ohne Roboter mit Paternoster- Palettenspeicher.
„Was die Steuerung der Robodrill kann, ist bekannt“, weiß Rainer Häberle seine Kundschaft gut informiert. Da könne man nun eine schnelle Satzverarbeitung oder eine gute Konturglättung anführen, aber „das wissen die Leute.“ Auf eine Eigenschaft verweist er jedoch ausdrücklich. „Der Roboter ist im Normalbetrieb komplett von der Robodrill aus zu bedienen.“ Aus der eigenen Fertigung weiß er, wie schnell in der Praxis der Bediener einmal Zugriff auf eine Roboterfunktion haben muss. Und sei es nur, um den Greifer zu öffnen oder zu schließen, weil er ein falsches Werkzeug gegriffen hat oder um die Zelle nach einem Notaus frei zu fahren. Das Teach Pendant der Robotersteuerung wird dazu nicht gebraucht. Dennoch verfügt der Roboter in der Zelle über einen eigenen Controller.
Gekoppelt sind Maschine und Roboter über das interne FL-Net. Über die FL-Net-Schnittstelle, nichts anderes als eine Feldbusverknüpfung, werden Daten und Informationen ausgetauscht. Unterstützt wird dieser Austausch von der Funktion „Robot Connection“ –beidseitig versteht sich. Denn so wie sich der Roboter über die CNC-Oberfläche bedienen lässt, können über das Teach Pendant des Roboters auch Informationen über die Maschine abgefragt werden.
Neu ist auch der eingesetzte Roboter. Häberle bekam für den Bau der Kompaktzelle einen der ersten LR Mate 200iD in der Ausführung IP67K. Dieser Fanuc-Roboter ist so ausgelegt, dass er mit Hochdruck bis 100 bar gereinigt werden kann. Die Lager/das Innenleben des Roboters ist mit Luft beaufschlagt. So können kein Kühlmittel und schon gar keine Späne eindringen. Die Eigenmasse von 25 kg bei einer maximalen Traglast von 7 kg am Handgelenk und die Reichweite von 717 mm passen ideal zur Aufgabenstellung. Sehr praktisch ist auch der bodenseitige Steckanschluss. Da der Roboter hängend in die Maschine eingebaut wird, lassen sich die Anschlusskabel nach oben direkt aus dem Maschinengehäuse heraus verlegen.
Wie sehr andere Auftrags- und Lohnfertiger die Ideen Häberles zu schätzen wissen, wird die AMB zeigen.



 Deutschland
Deutschland