




Suche: rostfreier stahl 430x360x100, mit loch (elipse 340x250)
 31.01.2007, 18:58 Uhr
31.01.2007, 18:58 Uhr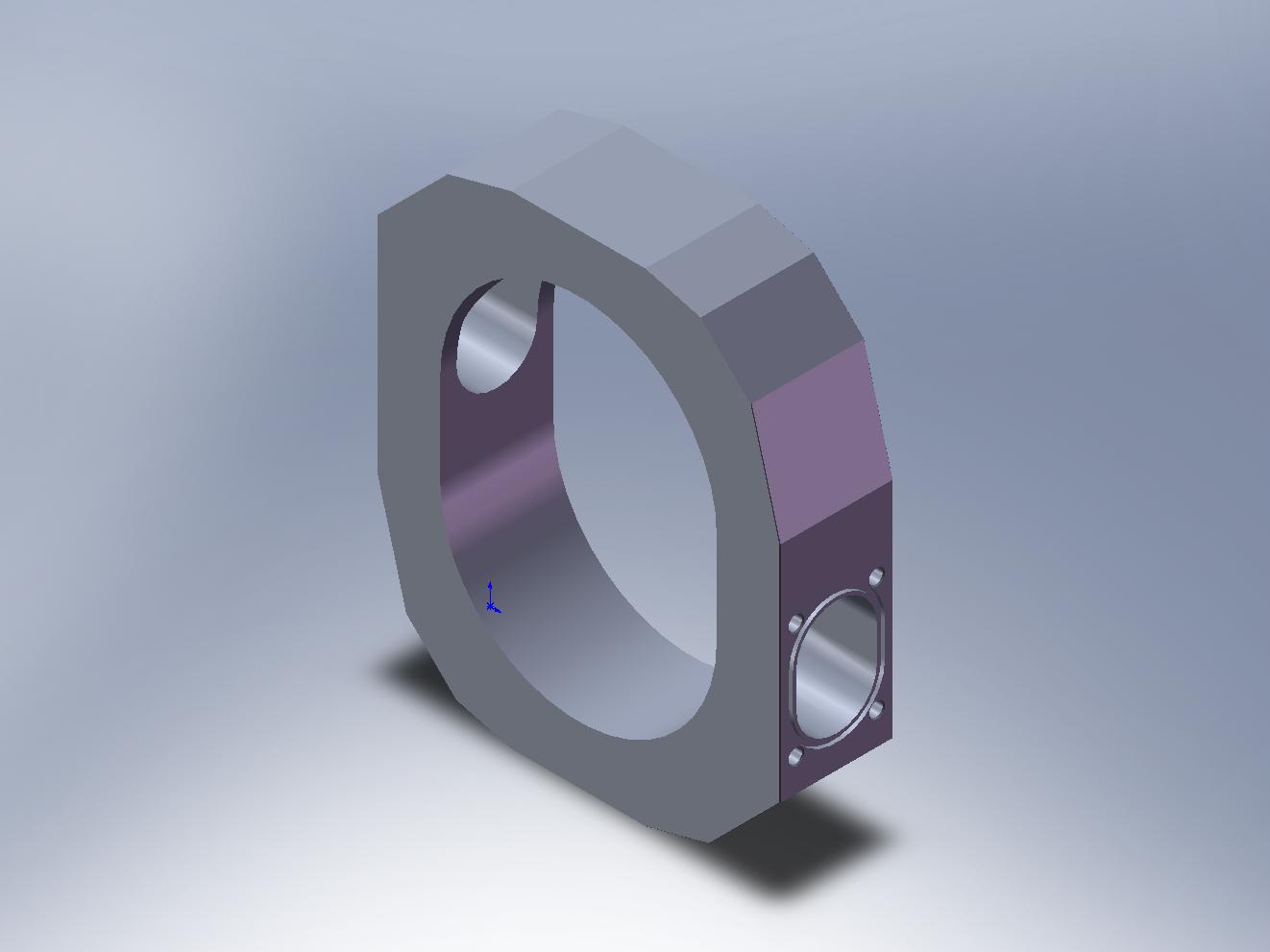
 LeonH
LeonH
Level 1 = Community-Lehrling

Gruppe: Mitglied
Mitglied seit: 20.01.2007
Beiträge: 33
Mitglied seit: 20.01.2007
Beiträge: 33
Tag,
Wir probieren einmal ob es im Deutchland billiger ist.
Wir suchen einen werkstat das pre-fab. material lieferen kann.
Aufgabe leutet liefert:
Einen 4-kant mit elipse loch.
430x360x100mm mit 50x45gr am jeden ekke und einen 340x250 elipse loch.
Tollarance ist +- 0,5
Material ist Rostfreier stahl w1.4112
Material muss total fehlerfrei sein
Wir nehmen 15-20 stük pro jahr.
Wir producieren zb. teile für einen fabrik im Dänemark, de lebensmiddel-machinen verkaufen.
Bitte hier im forum fragen halten.
MfG
Leon Hulström, PTA
Pakma Maskinfabrik ApS
[email=leon(SPAMME)@fourwinds.dk]leon(SPAMME)@fourwinds.dk[/email] <--- etwas entferhnen
Wir probieren einmal ob es im Deutchland billiger ist.
Wir suchen einen werkstat das pre-fab. material lieferen kann.
Aufgabe leutet liefert:
Einen 4-kant mit elipse loch.
430x360x100mm mit 50x45gr am jeden ekke und einen 340x250 elipse loch.
Tollarance ist +- 0,5
Material ist Rostfreier stahl w1.4112
Material muss total fehlerfrei sein
Wir nehmen 15-20 stük pro jahr.
Wir producieren zb. teile für einen fabrik im Dänemark, de lebensmiddel-machinen verkaufen.
Bitte hier im forum fragen halten.
MfG
Leon Hulström, PTA
Pakma Maskinfabrik ApS
[email=leon(SPAMME)@fourwinds.dk]leon(SPAMME)@fourwinds.dk[/email] <--- etwas entferhnen
--------------------
Best/MfG/Hilsen
Leon, Denmark
Leon, Denmark
31.01.2007, 22:27 Uhr GOACNCMANN
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.12.2006
Beiträge: 290
Mitglied seit: 22.12.2006
Beiträge: 290
Ohne Zeichnung kann dir niemand helfen. Ansonsten kannst dich ja mal melden peer PN! Wir bekommen das schon hin.
31.01.2007, 23:03 Uhr CNCFanatiker
CNCFanatiker
Administrator

Gruppe: Administrator
Mitglied seit: 16.12.2001
Beiträge: 5.087
Mitglied seit: 16.12.2001
Beiträge: 5.087
Hallo LeonH,

WICHTIG ist, dass dabei kein Copyright verletzt wird!
QUOTE
Ohne Zeichnung kann dir niemand helfen.
Ich denke eine einfache Skizze oder ein Bild tuhen es hier auch! WICHTIG ist, dass dabei kein Copyright verletzt wird!
--------------------
Gruß / Regards
CNCFanatiker
AdminCrew
Wenn wir immer das tun was wir können, dann bleiben wir immer das was wir sind.
If we always this act what we are able to do, then we always remain what we are.
CNCFanatiker
AdminCrew
Wenn wir immer das tun was wir können, dann bleiben wir immer das was wir sind.
If we always this act what we are able to do, then we always remain what we are.
31.01.2007, 23:19 Uhr
LeonH
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 20.01.2007
Beiträge: 33
Mitglied seit: 20.01.2007
Beiträge: 33
Zeichnung: ---> click <----
Dieser Zeichnung is nur schnell gemacht, aber alle masse ist korrekt.
Der original Zeichnung is 20+ jahre alt und ist noch nicht im digital format vorhanten
Sie wirden naturlich einen korrekten produktions-zeichnung bekommen, falls wir im geschäft kommen.
Früher wurde der zeil im wasser-jet gemacht (??? wie heist es so auf Deutch) und das war gut genug.
Dann volten wir sparen und mache der zeil im form, das ging überhaubt nicht. 30% war kaput wegen sand-lommen.
Und jetz sind wir zurück zum 100mm platten und wasser-jet.
Dieser Zeichnung is nur schnell gemacht, aber alle masse ist korrekt.
Der original Zeichnung is 20+ jahre alt und ist noch nicht im digital format vorhanten
Sie wirden naturlich einen korrekten produktions-zeichnung bekommen, falls wir im geschäft kommen.
Früher wurde der zeil im wasser-jet gemacht (??? wie heist es so auf Deutch) und das war gut genug.
Dann volten wir sparen und mache der zeil im form, das ging überhaubt nicht. 30% war kaput wegen sand-lommen.
Und jetz sind wir zurück zum 100mm platten und wasser-jet.
--------------------
Best/MfG/Hilsen
Leon, Denmark
Leon, Denmark
01.02.2007, 17:32 Uhr GOACNCMANN
Level 3 = Community-Techniker
Gruppe: Mitglied
Mitglied seit: 22.12.2006
Beiträge: 290
Mitglied seit: 22.12.2006
Beiträge: 290
Hab mal eure Firma angeschrieben. Bis jetzt hat sich noch nichts getan! Die email die du angegeben hast ist ungültig oder ich bin zu blöd! 
01.02.2007, 18:05 Uhr yurimassa
yurimassa
Level 4 = Community-Meister
Gruppe: Mitglied
Mitglied seit: 09.03.2006
Beiträge: 326
Mitglied seit: 09.03.2006
Beiträge: 326
Hallo Leonh
Werkstoff 1.4112 ist zwar Edelstahl rostfrei, jedoch nicht lebensmittelecht
soweit meine Kenntnisse ausreichen.
meines Wissens sollte hier ein Stahl 1.45XX gewählt werden.
mfg yurimassa
Werkstoff 1.4112 ist zwar Edelstahl rostfrei, jedoch nicht lebensmittelecht
soweit meine Kenntnisse ausreichen.
meines Wissens sollte hier ein Stahl 1.45XX gewählt werden.
mfg yurimassa
--------------------
01.02.2007, 21:45 Uhr
LeonH
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 20.01.2007
Beiträge: 33
Mitglied seit: 20.01.2007
Beiträge: 33
QUOTE (yurimassa @ February 01, 2007 06:05 pm)
Werkstoff 1.4112 ist zwar Edelstahl rostfrei, jedoch nicht lebensmittelecht
soweit meine Kenntnisse ausreichen.
soweit meine Kenntnisse ausreichen.
Tag,
Ja das ist korrekt aber der zeil wird später gehärtet und kriegt einen uberflächen behandlung.
--------------------
Best/MfG/Hilsen
Leon, Denmark
Leon, Denmark
01.02.2007, 22:00 Uhr
LeonH
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 20.01.2007
Beiträge: 33
Mitglied seit: 20.01.2007
Beiträge: 33
Tag,
Unseren Dame am telefon verteilt auch unsere mail.
Und Die deleted alle ausländisher mails als junk-mail.
Dafür bitte meine privat email adresse benützen.
Auf Ihre andre fragt, darauf beanforte ich liber nicht
Meine email adresse ist [email protected] <--- entfernt alle punkte
Man muss immer seine adresse ein bichen kamufliren sonst bekommet man 500 dentelplan und hauslohn anbebote von Uspikstan.
Falls Sie kontakt direkt zum unsere firma haven vollen, dann rufen Sie bitte an. Und fragt auf English nach Leon, ich spräche besser Deutch als als ich es schribe.
Ich bin im werkstad von 0600 bis 1800, bis Mitwoch. Ich arbeite nur jede 2 woche.
QUOTE (geforce6800GT @ February 01, 2007 05:32 pm)
Hab mal eure Firma angeschrieben. Bis jetzt hat sich noch nichts getan!
Unseren Dame am telefon verteilt auch unsere mail.
Und Die deleted alle ausländisher mails als junk-mail.
Dafür bitte meine privat email adresse benützen.
QUOTE
Die email die du angegeben hast ist ungültig oder ich bin zu blöd!
Auf Ihre andre fragt, darauf beanforte ich liber nicht
Meine email adresse ist [email protected] <--- entfernt alle punkte
Man muss immer seine adresse ein bichen kamufliren sonst bekommet man 500 dentelplan und hauslohn anbebote von Uspikstan.
Falls Sie kontakt direkt zum unsere firma haven vollen, dann rufen Sie bitte an. Und fragt auf English nach Leon, ich spräche besser Deutch als als ich es schribe.
Ich bin im werkstad von 0600 bis 1800, bis Mitwoch. Ich arbeite nur jede 2 woche.
--------------------
Best/MfG/Hilsen
Leon, Denmark
Leon, Denmark
03.02.2007, 22:34 Uhr
LeonH
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 20.01.2007
Beiträge: 33
Mitglied seit: 20.01.2007
Beiträge: 33
QUOTE
da die tasche wohl durchgehend ist wie siehts es mit drahten aus ?
Draht-schniden stat wasser-jet ist woll okay, wenn nur der parallelität nicht davon lediet.
Überfläschen rauigkeit auf die seiten und im tasche ist fast egal.
Der teil wird überall im 4axis cnc färtig bearbeitet.
Der färtiger teil wird 430x350x98.2mm und die tasche wird 349.5x261.5mm
Der teil ist für einen fliech-pumpe, die frist einen ganzen kuh pr. 5 sek. und dieser ist nur der 3-grösste pumpe.
Jah.. es gibs noch 4 andre grössen :-) aber die nehmen wir später.
--------------------
Best/MfG/Hilsen
Leon, Denmark
Leon, Denmark
04.02.2007, 10:29 Uhr gekufi
gekufi
Level 7 = Community-Professor
Gruppe: Banned
Mitglied seit: 25.09.2003
Beiträge: 2.393
Mitglied seit: 25.09.2003
Beiträge: 2.393
Hallo
@ LeonH
Die Tasche wird beim Drahtschneiden auf jeden Fall parallel, ausser, das Werkstück verzieht sich durch innere Spannungen nach dem Drahtschneiden (ist dann aber auch beim Wasserstrahlschneiden gegeben).
Wenn noch Konturen an den Taschenflanken eingebracht weren sollen, so kann dies unter Umständen direkt beim Drahtschneiden mitgemacht werden (durchgehend, je nach Maschine müssen maximale Konikwinkel beachtet werden).
Dabei kann die Tasche oder auch die gewünschte Innenkontur (wenn mit Drahtschneiden möglich) schon komplett auf Fertigmass hergestellt werden. Die Oberfläche wird dabei auch sehr gut werden.
Aber als Nachteil ist dabei anzusehen, das Drahtschneiden erheblich mehr kostet wie Wasserstrahlschneiden. Es würde sich also vor allem dann rechnen, wenn man die Tasche direkt auf Fertigmass und möglichst auch Fertigkontur Drahtschneiden würde und entsprechende Arbeitszeiten auf anderen Maschinen einsparen könnte. Auch sind die Laufzeiten gegenüber Wasserstrahlschneiden nicht vergleichbar, diese betragen dann ein vielfaches.
Wobei man je nach Maschine aber auch mehrere Teile übereinander spannen kann und diese zusammen gefertigt werden. Dabei sind aber als Einschränkung dann quasi keine konischen Schnitte mehr möglich (unter Umständen mit Aufwand vielleicht noch bei maximal zwei Teilen).
Gruß Gerd
@ LeonH
QUOTE
Draht-schniden stat wasser-jet ist woll okay, wenn nur der parallelität nicht davon lediet.
Überfläschen rauigkeit auf die seiten und im tasche ist fast egal.
Überfläschen rauigkeit auf die seiten und im tasche ist fast egal.
Die Tasche wird beim Drahtschneiden auf jeden Fall parallel, ausser, das Werkstück verzieht sich durch innere Spannungen nach dem Drahtschneiden (ist dann aber auch beim Wasserstrahlschneiden gegeben).
Wenn noch Konturen an den Taschenflanken eingebracht weren sollen, so kann dies unter Umständen direkt beim Drahtschneiden mitgemacht werden (durchgehend, je nach Maschine müssen maximale Konikwinkel beachtet werden).
Dabei kann die Tasche oder auch die gewünschte Innenkontur (wenn mit Drahtschneiden möglich) schon komplett auf Fertigmass hergestellt werden. Die Oberfläche wird dabei auch sehr gut werden.
Aber als Nachteil ist dabei anzusehen, das Drahtschneiden erheblich mehr kostet wie Wasserstrahlschneiden. Es würde sich also vor allem dann rechnen, wenn man die Tasche direkt auf Fertigmass und möglichst auch Fertigkontur Drahtschneiden würde und entsprechende Arbeitszeiten auf anderen Maschinen einsparen könnte. Auch sind die Laufzeiten gegenüber Wasserstrahlschneiden nicht vergleichbar, diese betragen dann ein vielfaches.
Wobei man je nach Maschine aber auch mehrere Teile übereinander spannen kann und diese zusammen gefertigt werden. Dabei sind aber als Einschränkung dann quasi keine konischen Schnitte mehr möglich (unter Umständen mit Aufwand vielleicht noch bei maximal zwei Teilen).
Gruß Gerd
--------------------
Wer das Konzept der Unendlichkeit verstehen will, muss nur das Ausmaß menschlicher Dummheit betrachten.
Voltaire
Voltaire
04.02.2007, 11:00 Uhr
LeonH
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 20.01.2007
Beiträge: 33
Mitglied seit: 20.01.2007
Beiträge: 33
Hallo,
Also Draht geht auch, aber ist langsammer.
Mit Drath auf mass gehen, geht nicht. Die färtig tollorancen ist 0.02 i parallelität und vinkel.
Die tashe tol. ist 0.05 aber oberfläche muss wie geschliffen sein.
Also Draht geht auch, aber ist langsammer.
Mit Drath auf mass gehen, geht nicht. Die färtig tollorancen ist 0.02 i parallelität und vinkel.
Die tashe tol. ist 0.05 aber oberfläche muss wie geschliffen sein.
--------------------
Best/MfG/Hilsen
Leon, Denmark
Leon, Denmark
04.02.2007, 11:21 Uhr
gekufi
Level 7 = Community-Professor
Gruppe: Banned
Mitglied seit: 25.09.2003
Beiträge: 2.393
Mitglied seit: 25.09.2003
Beiträge: 2.393
Hallo
Diese Toleranzen einzuhalten, sollte mit Drahtschneiden normal keinerlei Probleme machen, die sind da eher schon normal oder noch besser. Kritisch wird da eher schon die Oberfläche, die gewünschten Rauhigkeiten sollten machbar sein. Beim Drahtschneiden sind bis zu "Ra 0,2 µm" machbar , je nach Maschinen in Ausnahmefällen auch besser.
Aber soll die Oberfläche nur eine bestimmte Rauhigkeit haben oder auch Geschliffen aussehen?
Oder ist das Schleifen eine Anforderung des Kunden, die deshalb unbedingt eingehalten werden muss (solche Kunden kenne ich auch )?
)?
Gruß Gerd
QUOTE
Mit Drath auf mass gehen, geht nicht. Die färtig tollorancen ist 0.02 i parallelität und vinkel.
Die tashe tol. ist 0.05 aber oberfläche muss wie geschliffen sein.
Die tashe tol. ist 0.05 aber oberfläche muss wie geschliffen sein.
Diese Toleranzen einzuhalten, sollte mit Drahtschneiden normal keinerlei Probleme machen, die sind da eher schon normal oder noch besser. Kritisch wird da eher schon die Oberfläche, die gewünschten Rauhigkeiten sollten machbar sein. Beim Drahtschneiden sind bis zu "Ra 0,2 µm" machbar , je nach Maschinen in Ausnahmefällen auch besser.
Aber soll die Oberfläche nur eine bestimmte Rauhigkeit haben oder auch Geschliffen aussehen?
Oder ist das Schleifen eine Anforderung des Kunden, die deshalb unbedingt eingehalten werden muss (solche Kunden kenne ich auch
)?Gruß Gerd
--------------------
Wer das Konzept der Unendlichkeit verstehen will, muss nur das Ausmaß menschlicher Dummheit betrachten.
Voltaire
Voltaire
04.02.2007, 12:29 Uhr stigmata
stigmata
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 18.02.2006
Beiträge: 140
Mitglied seit: 18.02.2006
Beiträge: 140
Diese Toleranzen mit dem Drahten einzuhalten stelt wirklich keine grosen Herausforderungen dar. Dauert eben nur. Wenn du möchtest kann ich dir n Angebot zukommen lassen?!
Der Beitrag wurde von stigmata bearbeitet: 04.02.2007, 12:30 Uhr
Der Beitrag wurde von stigmata bearbeitet: 04.02.2007, 12:30 Uhr
--------------------
# Waidmannsheil #
05.02.2007, 19:53 Uhr
LeonH
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 20.01.2007
Beiträge: 33
Mitglied seit: 20.01.2007
Beiträge: 33
QUOTE (stigmata @ February 04, 2007 12:29 pm)
Wenn du möchtest kann ich dir n Angebot zukommen lassen?!
Tag,
Ja bitte , las mir sehen für welchen preis es sich lässen machen können.
Es könte ja sein...
QUOTE (gekufi @ February 04, 2007 11:21 pm)
Nur eine bestimmte Rauhigkeit haben...
Is ja einen Prætisionsverkteugmachine.
.. so viel wuste ich nicht von Drathen...
QUOTE
Solche Kunden kenne ich auch
wir auch.. tail muss "Blank" sein !!!! am kontur, und digge muss auf mass geschliffen verden.Altso könnte man der teil's kontur und tasche auf färtigmass schniden, aber lohnt es sich. ?
Es dauert nuhr 51min um der teil zu fräsen und das ist mit 2 aufspannungen.
Das ist inkl. 4 mal 31mm loch, 8mal M8, kontur, prätisions tasche mit O-dichtring, 2mal tachen an seiten mit O-dichtring.
--------------------
Best/MfG/Hilsen
Leon, Denmark
Leon, Denmark
05.02.2007, 21:12 Uhr
gekufi
Level 7 = Community-Professor
Gruppe: Banned
Mitglied seit: 25.09.2003
Beiträge: 2.393
Mitglied seit: 25.09.2003
Beiträge: 2.393
Hallo
@ LeonH
Deshalb sagte ich ja, das man dies durchrechnen muss. Das Drahtschneiden selbst dauert da schon erheblich länger und dann müssen die anderen Arbeiten noch ausgeführt werden (Allerdings entfällt das evtl. Wasserstrahlschneiden und das fräsen der Kontur).
Da kommt es dann wieder auf das gesamte Teil und die Anforderungen an, ob sich Drahtschneiden rechnet. Aber bei dieser Maschinenzeit auf der Fräsmaschine wird es schon sehr unwahrscheinlich.
Das Drahtschneiden hat seine Vorteile überwiegend an anderen Stellen, wie z.B. hohe, enge und komplizierte Konturen in gehärtetem Stahl, wo Stempel wie Schneidplatte auf passung hergestellt werden müssen. Für "einfache" Durchbrüche gibt es auf jeden Fall bessere Herstellungsverfahren, aber Ausnahmen gibt es wie überall. Z.B. in eine Stahlplatte, 240mm hoch, soll ein "einfacher" Durchbruch eingebracht werden, aber auf eine genaue Passung (z.B. als Bewegliches Lager) mit kleinen Eckenradien, dann würde Drahtschneiden sich auf jeden Fall wieder rechnen (je kleiner der Eckenradius, um so grösser der Vorteil des Drahtschneiden).
Es gibt Drahtschneidmaschinen, die Genauigkeiten besser wie 0.006mm erreichen und dabei als kleinste Schnittbreite 0.04mm haben (Kleinster Drahtdurchmesser ist momentan 0.02mm!) . Aber da sind die Verfahrwege dann doch etwas kleiner (z.B. 220*160*100) und ein Klimaraum ist dafür auf jeden Fall Pflicht.
Gruß Gerd
Der Beitrag wurde von gekufi bearbeitet: 05.02.2007, 21:22 Uhr
@ LeonH
QUOTE
Es dauert nuhr 51min um der teil zu fräsen und das ist mit 2 aufspannungen.
Das ist inkl. 4 mal 31mm loch, 8mal M8, kontur, prätisions tasche mit O-dichtring, 2mal tachen an seiten mit O-dichtring.
Das ist inkl. 4 mal 31mm loch, 8mal M8, kontur, prätisions tasche mit O-dichtring, 2mal tachen an seiten mit O-dichtring.
Deshalb sagte ich ja, das man dies durchrechnen muss. Das Drahtschneiden selbst dauert da schon erheblich länger und dann müssen die anderen Arbeiten noch ausgeführt werden (Allerdings entfällt das evtl. Wasserstrahlschneiden und das fräsen der Kontur).
Da kommt es dann wieder auf das gesamte Teil und die Anforderungen an, ob sich Drahtschneiden rechnet. Aber bei dieser Maschinenzeit auf der Fräsmaschine wird es schon sehr unwahrscheinlich.
Das Drahtschneiden hat seine Vorteile überwiegend an anderen Stellen, wie z.B. hohe, enge und komplizierte Konturen in gehärtetem Stahl, wo Stempel wie Schneidplatte auf passung hergestellt werden müssen. Für "einfache" Durchbrüche gibt es auf jeden Fall bessere Herstellungsverfahren, aber Ausnahmen gibt es wie überall. Z.B. in eine Stahlplatte, 240mm hoch, soll ein "einfacher" Durchbruch eingebracht werden, aber auf eine genaue Passung (z.B. als Bewegliches Lager) mit kleinen Eckenradien, dann würde Drahtschneiden sich auf jeden Fall wieder rechnen (je kleiner der Eckenradius, um so grösser der Vorteil des Drahtschneiden).
QUOTE
Is ja einen Prætisionsverkteugmachine.
.. so viel wuste ich nicht von Drathen...
.. so viel wuste ich nicht von Drathen...
Es gibt Drahtschneidmaschinen, die Genauigkeiten besser wie 0.006mm erreichen und dabei als kleinste Schnittbreite 0.04mm haben (Kleinster Drahtdurchmesser ist momentan 0.02mm!) . Aber da sind die Verfahrwege dann doch etwas kleiner (z.B. 220*160*100) und ein Klimaraum ist dafür auf jeden Fall Pflicht.
Gruß Gerd
Der Beitrag wurde von gekufi bearbeitet: 05.02.2007, 21:22 Uhr
--------------------
Wer das Konzept der Unendlichkeit verstehen will, muss nur das Ausmaß menschlicher Dummheit betrachten.
Voltaire
Voltaire
05.02.2007, 22:05 Uhr
stigmata
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 18.02.2006
Beiträge: 140
Mitglied seit: 18.02.2006
Beiträge: 140
Wenn du mir einfach mal ne genauere Skizze zukommen lassen könntest. Welches Material. Gewicht vllt. ( Versand ) was alles gemacht werden müsste bzw. die Anforderungen sind.
mfg
mail: [email protected]
mfg
mail: [email protected]
--------------------
# Waidmannsheil #
17.02.2007, 23:29 Uhr
1 Besucher lesen dieses Thema (Gäste: 1) 0 Mitglieder: |