
Karl-Heinz Gies
Fachjournalist
Titelthema
Anpassungsfähig
wie ein Chamäleon
Weil ältere Messtastermodelle teils nicht mehr verfügbar sind oder Reparaturen teuer und langwierig wären, stellt die Wilhelm Kissendorfer OHG, Präzisionswerkzeug- und Sondermaschinenbau, in solchen Fällen auf Messtaster der m&h Inprocess Messtechnik GmbH um. Das Modell Chamäleon kann auf Empfängersysteme anderer Hersteller in den vorhandenen Maschinen eingestellt werden. So ist schnell für Ersatz gesorgt, wenn Abhilfe vonnöten ist.
Hochwertige Einzelteile und Kleinstserien mit hohen Ansprüchen an die Genauigkeit sind das Metier von Kissendorfer in München. 40 Mitarbeiter fertigen Präzisionsteile, vormontierte Komponenten und komplette Sondermaschinen nach Zeichnung. Wiederholteile sind eher selten.
„Bei uns geht es immer um Hundertstel“, erläutert Robert Fesenmair, Betriebsleiter des Unternehmens. Seit 1931 hat sich Kissendorfer einen großen Kundenstamm erarbeitet. Das breite Branchenspektrum macht das Unternehmen einerseits krisensicher, stellt es andererseits aber vor ständig wechselnde Herausforderungen.
Anpassungsfähigkeit und Vielseitigkeit sind die Voraussetzungen, ständig neuen Anforderungen der Kunden nachzukommen. Entsprechend vielseitig ist der Maschinenpark. Eine beachtliche Zahl an Bearbeitungszentren, teils 3-achsig, teils 5-achsig, sowie ein Lehrenbohrwerk können Werkstücke bis zu zwei Metern Größe bearbeiten. Drehmaschinen, Drehfräszentren, Flachschleifmaschinen, Rundschleifmaschinen, eine Koordinatenschleifmaschine sowie Funkenerosionsmaschinen decken das Spektrum der spanenden Bearbeitung ab.

Eine vielseitige Maschinenausstattung mit 3- und 5-Achsbearbeitungszentren und Dreh-Fräszentren kennzeichnet Kissendorfer. Robert Fesenmair ist Betriebsleiter des Herstellers von Präzisionsteilen. Foto: m&h Inprocess Messtechnik
Hinzu kommen etliche Montageplätze für den Zusammenbau der Vorrichtungen und Sondermaschinen für unterschiedliche Werkstoffe. Diese Vielfalt erlaubt nicht nur jegliche Bearbeitungsart von Einzelteilen nach Kundenzeichnung, sondern ist auch die Basis für die Präzision, die von vielen Stammkunden geschätzt wird.
„Mit purer Zerspanung kann man heute kaum mehr konkurrieren“, erläutert Fesenmair. „ Wir versuchen immer, die zu bearbeitenden Teile möglichst selten umzuspannen, weil dadurch die Präzision leidet. Unsere Kunden vertrauen auf unsere Präzision.“ Nicht zuletzt deshalb sind die Bearbeitungszentren bei Kissendorfer mit Messtastern ausgerüstet. Vor allem beim Rüsten tragen sie zu Wirtschaftlichkeit und Genauigkeit bei. Mit der Antastung wird die Lage des Werkstücks nach schnellem Spannen genau erfasst und das Bearbeitungsprogramm auf die tatsächliche Position des Werkstücks ausgerichtet. Während und nach der Bearbeitung werden kritische Maße mit Hilfe von Messzyklen der jeweiligen Steuerung geprüft. So gewinnen die Bediener schnell Sicherheit, ob Positionen von Passbohrungen stimmen und ob die Werkstücke die Toleranz einhalten.
Je nach Fabrikat und Alter der Messtaster sind Wartungsarbeiten oder Reparaturen notwendig. Einige ältere Messtaster sind jedoch nicht mehr verfügbar und auch Ersatzteile können nicht mehr geliefert werden.
Mit neueren Bearbeitungszentren waren bereits Messtaster von m&h, ein Teil der Hexagon-Gruppe, im Betrieb. Sie erwiesen sich als bedienerfreundlich und ausgesprochen robust. Als Ersatz für markenfremde Messtaster werden die Geräte in so genannter Chamäleon-Version angeboten. Sie sind in der Lage, mit den Empfängersystemen anderer Hersteller zu kommunizieren. Diese Messtaster lassen sich über einen leicht zugänglichen Multischalter auf unterschiedliche Kommunikationsstandards der Infrarotdatenübertragung einstellen und senden so ihre Signale an die Systeme anderer Hersteller. Deshalb können die vorhandenen Empfangssysteme an den Maschinen ohne aufwändige und teure Umrüstung weiter verwendet werden. Auch die gewohnten Messprogramme und -zyklen bleiben gleich.

Hochpräzise Einzelteile bis zu zwei Metern Größe sind das Metier von Kissendorfer. Fotos: m&h Inprocess Messtechnik

Die Anpassungsfähigkeit macht die Chamäleon-Messtaster beliebt.

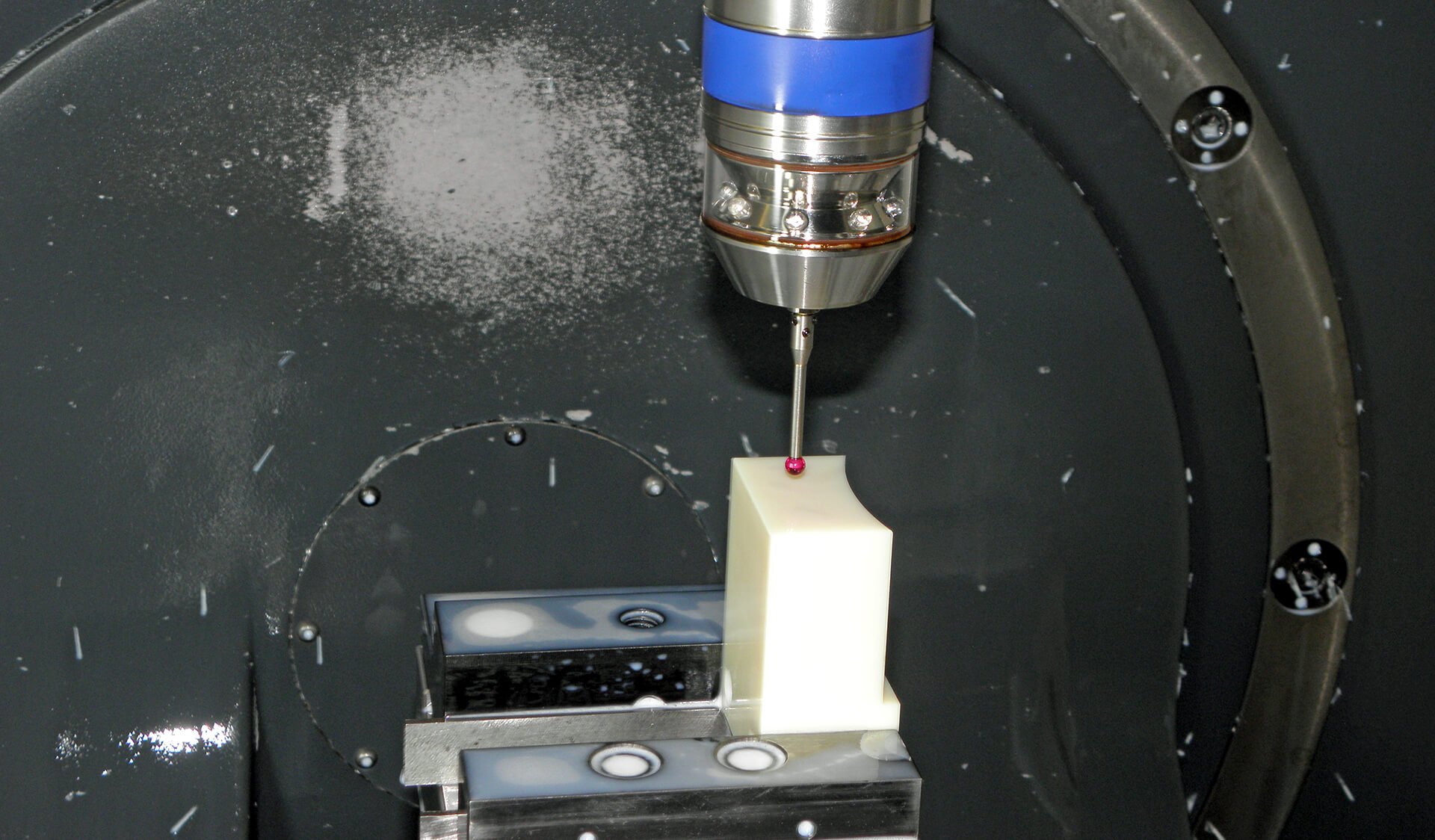
Der Messtaster von m&h lässt sich auf die Empfängerkommunikation anderer Systeme einstellen und kann auf unterschiedlichen Maschinen verwendet werden.
Kantenantasten und Messen von Geometrien in der Aufspannung schaffen Produktionssicherheit.
Der Messtaster ist zum unentbehrlichen Hilfsmittel in der Präzisionsfertigung bei Kissendorfer geworden.
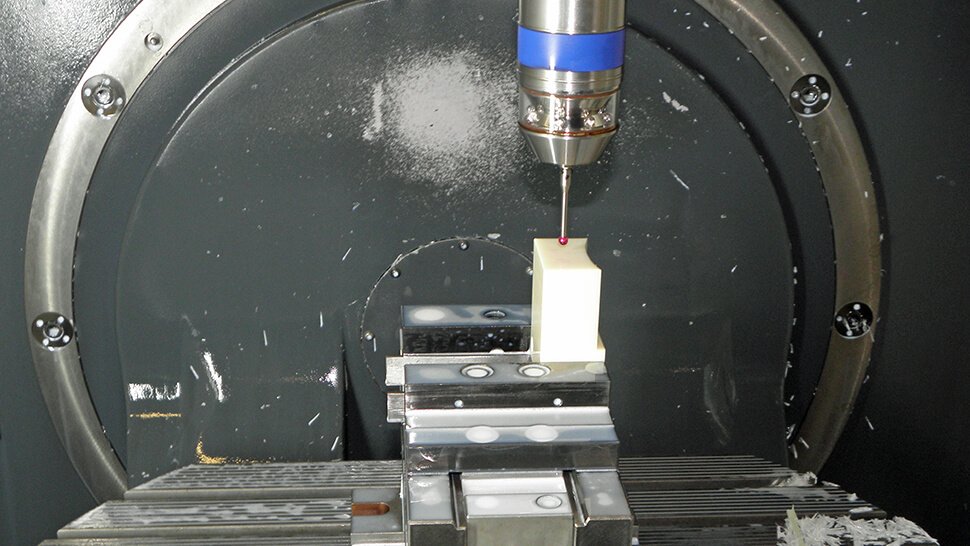
Der Messtaster wird an sieben Maschinen verwendet, weil er schnell verfügbar ist und mit vorhandenen Empfängern anderer Fabrikate kommunizieren kann.
Allseitig gefräste Werkstücke mit engen Toleranzen sind das Markenzeichen von Kissendorfer.

Werkstücke bei Kissendorfer sind allseitig bearbeitet und hoch genau.
Das Ein- und Ausschalten der Messtaster erfolgt durch mechanische Schaltmethoden beim Wechsel in die Arbeitsspindel. Dazu sind die Taster mit Mikroschaltern im Einzugsbolzen der Steilkegel oder am Flansch der Hohlschaftkegel-Ausführungen versehen. Damit ist eine betriebssichere Funktion der Messtaster gewährleistet, und ungeplante Maschinenstopps werden vermieden.
Weil die Messtaster im Werkzeugmagazin ausgeschaltet sind, vermindert sich der Energieverbrauch erheblich. Die verlängerten Batterielebenszeiten ermöglichen bei allen Messtastern einen Betrieb mit handelsüblichen Batterien.
Die unterschiedlichen Werkstücke mit wechselnden Anforderungen führen dazu, dass bei Kissendorfer die Fertigungsverfahrensweisen ständig angepasst werden müssen. Gelegentlich kommt es zu Kollisionen und ungeplantem Stillstand. „Leider passieren Kollisionen meist mit einem teuren Messtaster und nicht mit einem billigen Werkzeug“, berichtet Fesenmair aus Erfahrung. „Auch da sind die Messtaster von m&h eine große Hilfe. Wir können damit von einer Maschine zur anderen gehen. Man muss nur den Schalter auf das andere System umstellen. Dann geht es sofort weiter. Dadurch sind wir nun immer anpassungsfähig und flexibel.“ Ersatz ist ebenfalls schnell vor Ort. „Wenn mal repariert werden muss, bekommen wir in aller Regel innerhalb eines Arbeitstages ein Ersatzgerät geschickt“, lobt Fesenmair. Mittlerweile sind bereits sieben Chamäleon-Messtaster bei Kissendorfer zu unentbehrlichen Arbeitsgeräten im täglichen Einsatz geworden.
Kontakt
Karl-Heinz Gies
Fachjournalist und Unternehmensberater
Stuttgart
Tel. +49 711 53 80 413
E-Mail senden