

Tountzer Tsagkir Dereli
ISF
Titelthema
Feinstbearbeitung von Oberflächen mithilfe von KI
Die Auslegung und Beherrschung von Prozessen der Oberflächenfeinstbearbeitung befindet sich aktuell in einem besonderen Spannungsfeld. Einerseits steigen die Anforderungen an Funktionalität, Lebensdauer und Reproduzierbarkeit hochbeanspruchter Bauteile, andererseits erhöhen Fachkräftemangel, Variantenvielfalt und der Bedarf an ressourceneffizienten Prozessketten den Druck auf die Produktion. Vor diesem Hintergrund gewinnen innovative Ansätze hinsichtlich der Gestaltung von Fertigungsketten sowie neue Methoden zur effizienten Prozessauslegung an Relevanz.

Werkzeug-Werkstück-Kontakt beim Festwalzen: Überlagerung von Anpresskraft und Vorschub zur Einstellung definierter Druckeigenspannungen in der Randzone. Titelbild: Versuchsaufbau für das Microfinishen: Systematische Variation der Prozesseinstellgrößen zur datengestützten Modellierung von Materialabtrag und Oberflächenstruktur. Fotos: Strodick
Was ist... Superfinishing
Mechanische Randzonenmodifikation
In einem Grundlagenprojekt gemeinsam mit dem Lehrstuhl für Werkstoffprüftechnik (WPT) der TU Dortmund wird untersucht, inwieweit sich Randzonenzustand und Oberflächentopographie durch die abgestimmte Verkettung von Festwalzen und Microfinishen reproduzierbar einstellen lassen. Im Fokus stehen dynamisch und tribologisch hochbelastete Komponenten wie Großwälzlager. Deren Funktionsverhalten wird maßgeblich durch Eigenspannungszustände, Mikrostruktur, Randzonenhärte und Topographie der Oberfläche bestimmt.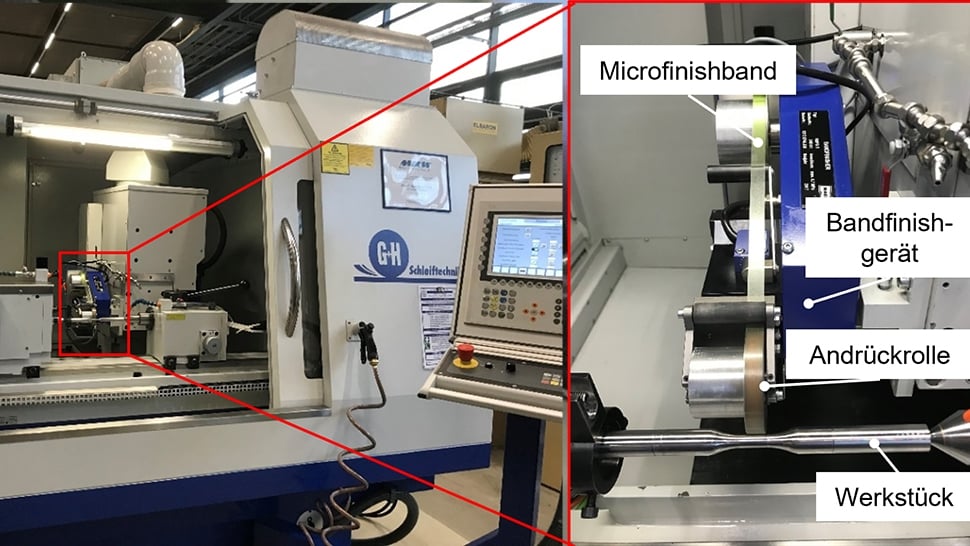
Mess- und Prüftechnik im Festwalzprozess: Erfassung von Prozesskräften und Zustandsgrößen zur Korrelation mit Härte, Gefüge und Eigenspannungszustand.

Festwalzen im Labormaßstab: Anpassung von Oszillation, Bandgeschwindigkeit und Anpressdruck zur Einstellung der Zieltopographie. Versuchsaufbau zur gezielten mechanischen Randzonenmodifikation rotationssymmetrischer Proben aus Vergütungsstahl.
Darauf aufbauend werden die Prozess-Mikrostruktur-Eigenschafts-Beziehungen systematisch analysiert. Betrachtet werden insbesondere Eigenspannungen, Mikro- und Makrohärte, Gefügestruktur sowie die resultierende Oberflächentopographie. Ziel ist es, geeignete Bewertungsgrößen für eine funktional günstige Oberflächenintegrität abzuleiten und die daraus resultierenden Bauteileigenschaften quantitativ zu erfassen. Ergänzend wird eine zerstörungsfreie Prüfmethode auf Basis mikromagnetischer Sensorik entwickelt, um die fertigungstechnische Konditionierung inline oder prozessnah bewerten zu können.
Microfinish \ Superfinish tape finish attachment SL 50
Daten-gestützte Prozessauslegung
Ein weiteres Grundlagenprojekt adressiert die Auslegung des eigentlichen Microfinish-Prozesses. Gemeinsam mit dem Lehrstuhl für Produktionssysteme (LPS) der Ruhr-Universität Bochum untersucht das ISF, wie sich der experimentelle Aufwand bei der Prozessentwicklung durch den Einsatz von KI und maschinellem Lernen reduzieren lässt.Die Prozessauslegung beim Microfinishen basiert in der industriellen Praxis bislang in hohem Maß auf Erfahrungswissen von Maschinen- und Werkzeugherstellern. Dieses Wissen ist jedoch nicht durchgängig dokumentiert und angesichts des demografischen Wandels zunehmend schwer verfügbar. Hinzu kommt die hohe Komplexität des Verfahrens: Microfinishen wird meist mehrstufig durchgeführt, wobei Wechselwirkungen zwischen Einstellgrößen, Ausgangstopographie, Materialabtrag, Werkzeugverschleiß und angestrebter Zieltopographie bestehen.
Superfinish von Lenkzahnstange, Lenkmutter und Kugelgewindetrieb
Die resultierenden Surrogatmodelle bilden die Grundlage für eine optimierungsgestützte Prozessauslegung. Dabei werden auch Ansätze des verstärkenden Lernens betrachtet, um aus definierten Zielgrößen geeignete Parameterkombinationen abzuleiten. Parallel dazu wird analysiert, wie sich die beim Microfinishen typischerweise sehr geringen Materialabtragsraten und der Werkzeugverschleiß messtechnisch erfassen und als Modellgrößen integrieren lassen.
Nach Validierung der Optimierungsstrategien soll ein Modell für Handlungsempfehlungen bereitgestellt werden, das Anwender bei der Beherrschung der vielfältigen Einstell- und Einflussgrößen unterstützt. Ziel ist eine robuste, reproduzierbare und ressourceneffiziente Prozessführung.
How to reach the best surface finish with turning tool - diamond burnishing with MAQ STMD tools
Gefördert durch die Deutsche Forschungsgemeinschaft (DFG) – 570592100.
Kontakt
Tountzer Tsagkir Dereli
Wissenschaftlicher Angestellter, Abteilung Schleiftechnologie
Institut für Spanende Fertigung
Technische Universität Dortmund
Dortmund
E-Mail senden