

Wolfgang Klingauf
k+k-PR
Aktuelles
Innovative Werkzeugspannung
sorgt für höhere Produktivität
Um die Produktivität der Fräsbearbeitung zu steigern, muss das Augenmerk über die Leistungsstärke der Maschinen und die richtige Schneidwerkzeugauswahl hinausgehen. Die Werkzeugaufnahme ist ein wesentlicher Faktor in der Prozesskette, der das Bearbeitungsergebnis und die Kosten direkt beeinflusst.
Das Spannmittel für das Werkzeug ist ein zentraler Faktor bei der Präzisionszerspanung. Denn erst mit Hilfe der exakten Spannung bei hoher Steifigkeit und bester Rundlaufgenauigkeit kann letztendlich ein hochpräzises Werkstück mit perfekter Oberfläche gelingen. Das gilt besonders für das Hochgeschwindigkeits- (HSC) und Hochleistungsfräsen (HPC).
Die Haimer GmbH, Igenhausen, hat Neuentwicklungen wie die Spannzangenfutter Power Collet Chucks oder die Schrumpffutter Power Shrink Chucks zu bieten, wie das integrierte Cool-Flash-System oder die Auszugsicherung Safe-Lock, die dazu beitragen, Schnittleistungen und Oberflächengüten zu verbessern.
Beste Grundvoraussetzungen bietet eine Werkzeugspannung mit Schrumpfaufnahmen, die von Haus aus eine hohe Rundlaufgenauigkeit aufweisen. Dennoch empfiehlt es sich, das Werkzeug gemeinsam mit der Aufnahme zu wuchten, bevor es in der Zerspanung eingesetzt wird. Unwucht reduziert die Werkzeug- und Spindelstandzeit und verschlechtert die Bearbeitungsgenauigkeit sowie die Oberflächengüte.
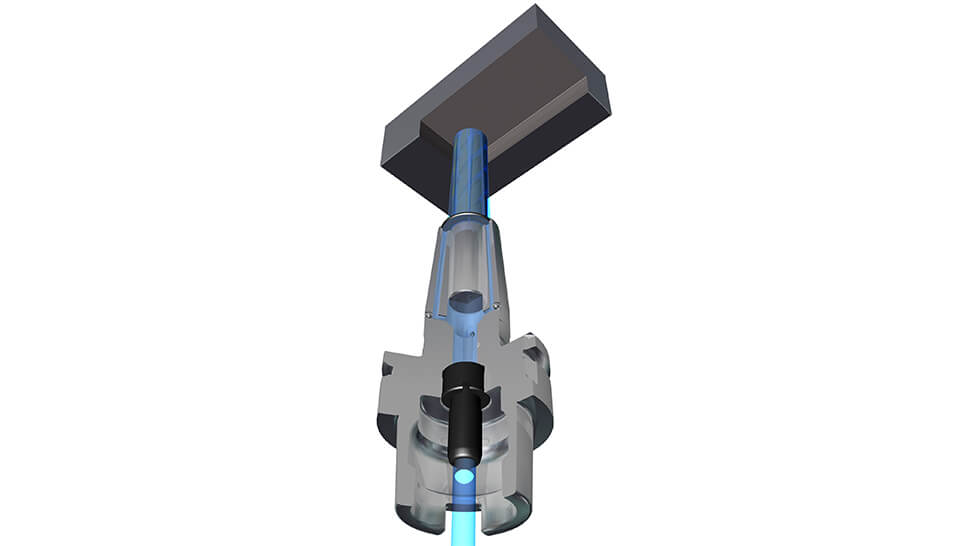
Cool-Flash-Futter im Schnitt: Eine aufgebrachte Scheibe mit Schlitzen zwingt den in Kühlbohrungen ankommenden KSS ringförmig an das Werkzeug, wo er weiter zur Schneide gleitet. Bilder: Haimer

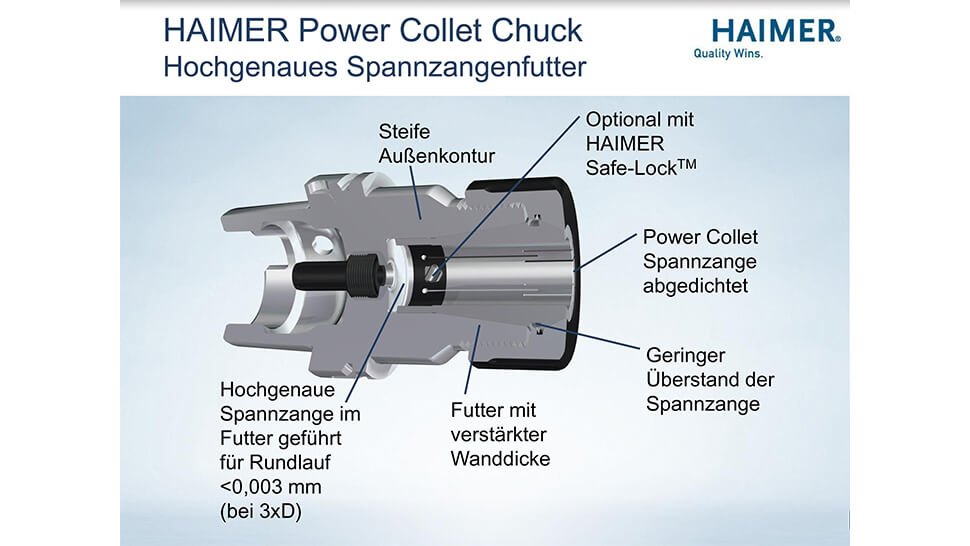
Die Konstruktionsmerkmale der Haimer Power Collet Chucks sorgen bei Verwendung der Haimer Power Collet Spannzangen für exakten Rundlauf kleiner 0,003 mm sowie für hohe Steifigkeit. Für den universellen Einsatz der Power Collet Chucks passen auch herkömmliche Standard-ER-Zangen.

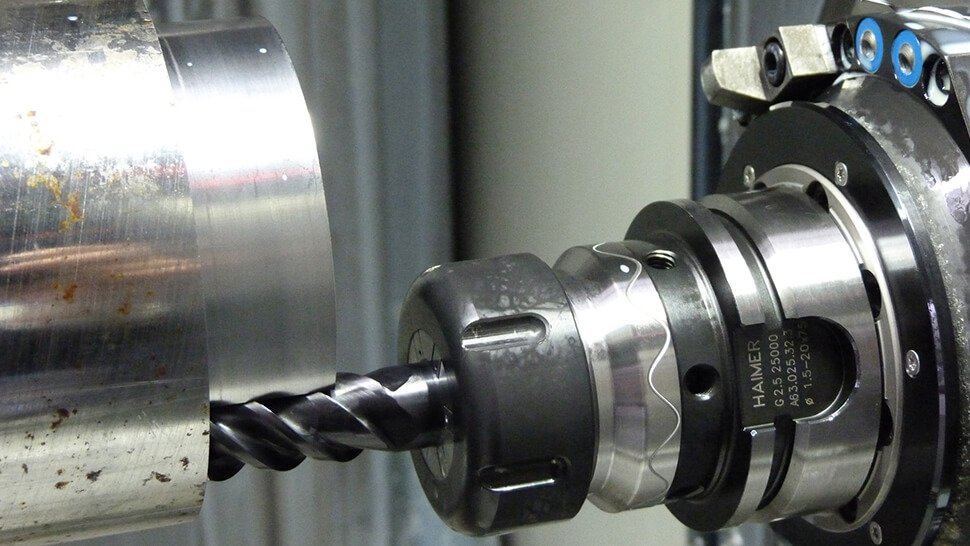
Als hochgenaues Universalfutter findet das Power Collet Chuck Einsatz in der Mikro- wie in der Schwerzerspanung.
Für schnelldrehende Werkzeuge
Eine weitere, produktivitätssteigernde Innovation ist das in Schrumpfaufnahmen integrierte Cool-Flash-System. Es sorgt dafür, dass Kühlschmierstoff (KSS) durch das Futter und dann von außen zuverlässig an die Werkzeugschneide gelangt – auch bei hohen Drehzahlen.
Da viele Fräswerkzeuge aus Stabilitätsgründen nicht über eine Bohrung zur inneren Kühlschmierstoffzufuhr verfügen, müssen die Werkzeuge von außen gekühlt und die anfallenden Späne weggespült werden. Bislang geschieht das hauptsächlich mit Kühlschläuchen zur Schwallspülung. Bei der Hochgeschwindigkeitsbearbeitung beeinflussen jedoch häufig Luftverwirbelungen den auf diese Weise zugeführten Kühlschmierstoff, so dass er nicht optimal an das Werkzeug gelangt.
Anders bei dem Cool-Flash-System: Dort sind Kühlmittelbohrungen in die Werkzeugaufnahme integriert. Am Ende des Futters sitzt eine zusätzliche Scheibe, die einen schmalen Ringspalt mit Schlitzen gegenüber dem Werkzeugschaft frei lässt. So legt sich der Kühlschmierstoff wie ein Mantel um das Werkzeug und gleitet – auch bei hohen Drehzahlen – am Fräserschaft entlang in der Spannnut zur Schneide. Dieses System eignet sich für das Hochgeschwindigkeitsfräsen tiefer Kavitäten oder Taschen, wo die Späne zuverlässig herausgespült werden müssen. Das Kühlschmiermittel bleibt selbst bei Drehzahlen von 20.000 Umdrehungen pro Minute eng am Werkzeug und erfüllt seine Aufgabe.
Mit hoher Rundlaufgenauigkeit
Mit den Power Collet Chucks hat das Unternehmen aus Igenhausen auch besondere Spannzangenfutter mit einem Schnittstellenprogramm von HSK 25 bis HSK 125, BT30 bis BT50 sowie SK40 bis 50 im Programm. Sie weisen eine verstärkte Wanddicke und eine besonders steife Außenkontur auf, sind deshalb stabil und schwingungsresistent. Die Innenkontur ist so gestaltet, dass alle Standard-ER-Zangen verwendet werden können. In Kombination mit hochgenauen Spannzangen laufen die Power Collet Chucks zur Höchstform auf, so dass eine Rundlaufgenauigkeit von kleiner als 0,003 Millimeter am Werkzeug erreicht werden kann.
Diese Hochleistungsspannzange wird im hinteren Bereich der Aufnahme geführt und kann dadurch nicht kippen. An der Stirnseite steht die abgedichtete Spannzange nur minimal über. Damit wird ein maximaler Spannbereich erzielt, der den Haltekräften zugutekommt. Durch die Leistungsfähigkeit der Power Collet Chucks kann sie der Maschinenbediener bedenkenlos für unterschiedlichste Bearbeitungen einsetzen. Er spart sich Probeversuche und muss sein Werkzeug nicht zwischen Schrupp- und Schlichtbearbeitung umspannen – was Zeit und Geld spart. Dementsprechend kommen diese Futter sowohl in der Mikrobearbeitung als auch in der Grobzerspanung gleichermaßen zum Einsatz.
Für die Schruppbearbeitung
Speziell fürs Hochleistungszerspanen hat Haimer eine Auszugsicherung namens Safe-Lock entwickelt, die sich bei Schrumpf- und anderen Hochleistungsaufnahmen zum Beispiel bei den Spannzangen einsetzen lässt. Durch besondere Konstruktionsmerkmale in Werkzeug und Spannfutter wird damit sowohl ein Reib- als auch Formschluss erzielt. Durch dieses konstruktive Design lässt sich vermeiden, dass der Fräser bei Extrembearbeitungen durchdreht oder gar aus dem Futter gezogen wird. Die Kombination von Auszugsicherheit und hoher Rundlaufgenauigkeit führt zu einer schwingungsarmen und dadurch sehr effizienten Zerspanung: Durch gesteigerte Schnitttiefen und Vorschübe kann das Zeitspanvolumen um maximal 100 Prozent erhöht werden; in ähnlichem Maße reduziert sich der Werkzeugverschleiß.
Was Prozesssicherheit und hohes Zeitspanvolumen anbelangt, sind die mit Safe-Lock erzielbaren Ergebnisse besser als mit herkömmlichen Werkzeugaufnahmen. Das haben Werkzeughersteller und Endanwender in der Praxis nachgewiesen. Bei Haimer ist man davon überzeugt, dass sich Safe-Lock zum neuen Standard für die Schruppbearbeitung entwickelt und das altgediente Weldon-Futter ablöst.
Andreas Haimer resümiert: „Der weltweite Marktanteil unserer Lizenzpartner in der Zerspanung beträgt rund 50 Prozent, so dass man wirklich von einem neuen Standard sprechen kann, der dem Anwender ohne nennenswerte Mehrkosten zur Verfügung steht.“ Das einfache Handling bei gleichzeitig müheloser Längeneinstellung und einer freien Auswahl an Spannfuttern und Werkzeugen ermöglicht es dem Kunden, diese Technologie flächendeckend einzusetzen. „Wir sind stolz darauf, dass sich unsere Kunden mit dem Safe-Lock-System nicht auf Abhängigkeiten von einzelnen Herstellern oder auf Spezialspannsysteme einlassen müssen – ein entscheidender Wettbewerbs- und Kostenvorteil für den Anwender“, ergänzt Haimer.
Kontakt | Autor
Wolfgang Klingauf
k+k-PR GmbH
Augsburg
Tel. +49 8257 9980-0
E-Mail senden
www.kk-pr.de
Kontakt | Unternehmen
Dr. Benedikt Sommerhoff
Tobias Völker
Haimer GmbH
Igenhausen
Tel. +49 82 57 99 88-0
E-Mail senden
Anzeige
