
Reinhard Durst
Komet
TOOLS Arena
Werkzeugtechnologie
im Wandel
Viele neue innovative Produkte und Werkstoffe sind im Bereich des Leichtbaus entstanden, die an Zerspanwerkzeuge völlig neue Herausforderungen stellen. Die Werkzeuge benötigen auch völlig neue und auf den Werkstoff abgestimmte Geometrien. Ebenso benötigen sie leistungsfähige Schneidstoffe und Beschichtungen wie die nanokristalline Diamantschicht (NCD) sowie moderne PKD-Sorten. Diese Diamantschneidstoffe sind in Verbindung mit optimalen Schnittparametern der Schlüssel für leistungsfähige und effiziente Bearbeitungsprozesse in modernen Leichtbauwerkstoffen.
Im modernen Leichtbau treffen wir auf eine Flut von Werkstoffen und Werkstoffkombinationen unterschiedlichster Zusammensetzung. Glasfaserwerkstoffe, die in den Rotoren von Windkraftanlagen anzutreffen sind, Aramidfasern sowie kohlefaserverstärkte Kunststoffe sind sicherlich die Werkstoffe, die derzeit am meisten Furore machen. Unterschiedliche Faseranteile in diesen Kunststoffen, unterschiedliche Gewebe sowie unterschiedliche Materialkombinationen mit Metallen und Nichtmetallen schaffen eine nicht enden wollende Werkstoffvielfalt – neben den klassischen Leichtbaumaterialien Aluminium und Magnesium. Welche Werkstoffe und Kombinationen sich letztendlich am Markt durchsetzen werden, ist noch schwer zu sagen.
An die Werkzeuge zur Bearbeitung von Leichtbauwerkstoffen werden ganz besondere Anforderungen gestellt: Faserverbundwerkstoffe sind hochabrasiv, haben eine hohe Zugfestigkeit mit empfindlicher Bindermatrix und abhängig von ihrer Zusammensetzung extrem unterschiedlichen Eigenschaften. Für Zerspanungswerkzeuge bedeutet dies, dass Positivgeometrien zur sauberen Faserdurchtrennung, zur Reduzierung von Schnittkräften und Leistungsaufnahme sowie zur Reduzierung thermischer Schädigungen am Werkstück gefordert sind.

Ob Vollbohren oder Nutfräsen – das Komet-Standardprogramm für den Leichtbau hat für jeden Einsatzfall das passende Werkzeug. Bild: Komet
Um der abrasiven Verschleißwirkung zu begegnen, werden leistungsfähige Beschichtungen mit hoher Schichthärte, bester Schichthaftung und glatter Oberfläche benötigt. Geeignete Substrate und schneidkantenstabile, verschleißfeste Schneidstoffe sind absolut notwendig.
Welche spanenden Bearbeitungsverfahren werden im Leichtbau verwendet? Bei den klassischen Materialien Aluminium und Magnesium sowie den Werkstoffen aus der Titan-Familie finden sich die Verfahren Bohren, Fräsen, Reiben und Gewinden. Bei den Faserverbundwerkstoffen und auch bei Kombinationen von Faserverbundwerkstoff mit Aluminium oder Titan hingegen erscheint ein Reibprozess sehr fraglich, da beim Reiben Genauigkeiten im Mikrometerbereich gefordert sind. Allein schon durch die Materialunterschiede zwischen Faser und Matrixübergang an der Schnittkante und die Faserlage ergeben sich größere Abweichungen, ganz zu schweigen von Materialübergängen bei der Stackbearbeitung. Auch Gewinde lassen sich bestenfalls als einfache Befestigungsgewinde realisieren. Meistens werden andere Werkstoffe mit in den Materialverbund eingebracht, um ein Gewinde mit definierter Länge und Festigkeit zu erhalten.
Die Komet Group, Besigheim, ist einer der führenden Komplettanbieter für Präzisionswerkzeuge und zählt seit mehr als 90 Jahren zu den Innovationsführern der Branche. Die Unternehmensgruppe versteht sich nicht nur als reiner Werkzeughersteller, sondern zugleich als Anbieter innovativer Ideen. Mit Kreativität entwickelt, produziert und vertreibt das Unternehmen kundenbezogene Lösungen und Premiumprodukte für alle Fertigungsstufen. Derzeit beschäftigt die Gruppe mit 20 Tochtergesellschaften mehr als 1700 Mitarbeiter.
Komet bietet zur Bearbeitung von Faserverbundwerkstoffen zwei grundlegende Werkzeuglinien an: zum einen robuste, mit nanokristalliner Diamantschicht (NCD) versehene Vollhartmetallwerkzeuge, zum anderen Hochleistungs-PKD-Werkzeuge für maximale Standzeiten.
Bei den Vollhartmetallbohrwerkzeugen bietet Komet den KUB Drillmax 22 NCD mit typischer 90-Grad-Spitze für Durchgangsbohrungen in CFK. Optimale Leistung erreicht die NCD-Beschichtung – die nanokristalline Diamantschicht von Komet RHOBEST. Bei diesem Werkzeug ermöglichen gute Schichthaftung und glatte Oberflächen sehr gute Standzeitwerte. In einem Kundenversuch konnten in CFK mit einem KUB Drillmax mit Durchmesser 8,2 mehr als 2500 Bohrungen erzielt werden (bei Schnittwerten von 250 Metern pro Minute und Zahnvorschub von 0,06 Millimetern pro Umdrehung). Dieser relativ kleine Bohrvorschub im Vergleich zur Metallbearbeitung ist ein typischer Wert bei der Bearbeitung von Faserverbundwerkstoffen.
Im Bereich der PKD-Bohrwerkzeuge bietet Komet standardmäßig Bohrwerkzeuge mit 90-Grad-Spitzenwinkel und Sandwich-PKD-Platte an; das bedeutet, dass Diamant als Schneidstoff vom Außendurchmesser bis zur Werkzeugspitze vorhanden ist.
Im Fräsbereich werden zunächst pyramidenverzahnte Fräswerkzeuge als Allroundfräswerkzeuge angeboten. Diese sind mit unterschiedlichen Verzahnungen erhältlich – grob oder fein, je nachdem um welche Art von CFK es sich handelt, sei es mit thermoplastischer oder duroplastischer Matrix. Die Werkzeuge sind ebenfalls mit der RHOBEST-NCD-Schicht versehen und bieten so beste Voraussetzungen für hohe Standzeiten. Beim Besäumen von CFK konnten damit sehr gute Standwege erreicht werden.

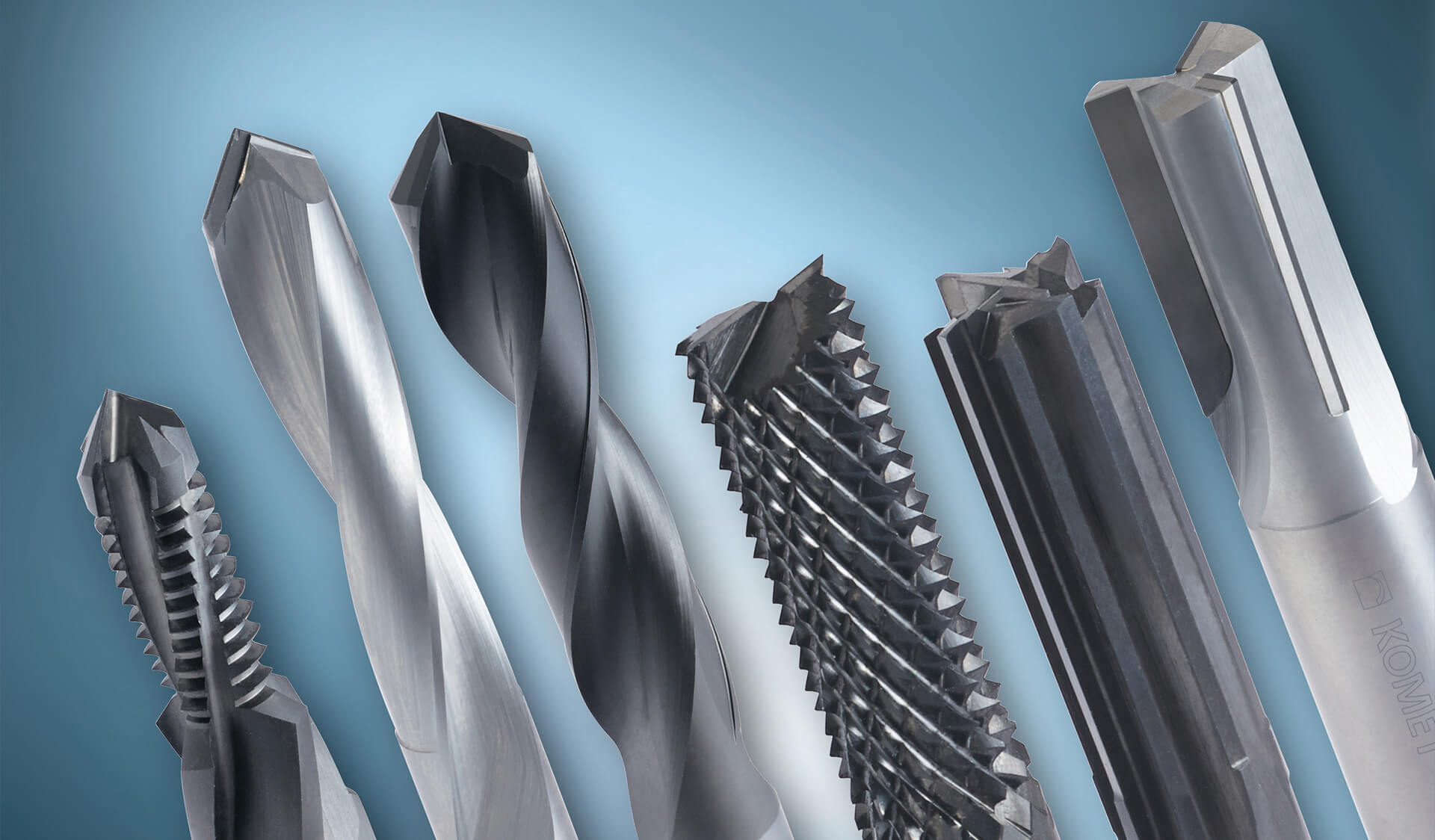
Das langjährige Know-how der Komet Group in Werkzeugtechnologie hat zu einem leistungsfähigen Standardwerkzeugprogramm für den Leichtbau geführt. Dazu gehören die abgebildeten Werkzeuge: (von links) NCD Bohrgewindefräser, PKD Hochleistungsbohrer Drillmax 90, NCD Hochleistungsbohrer Drillmax 90, NCD Composite Fräser HSC, VHM Bohrnutenfräser, PKD Bohrnutenfräser. Bild: Komet
Auch Sonderwerkzeuge für das Besäumen, Taschenfräsen und Entgraten werden in Bezug auf die Abrasivität der Werkstoffe mit glatter nanokristalliner Diamantschicht ausgestattet. Ein typisches Kennzeichen dieser Werkzeuge ist in der Regel eine hohe Schneidenzahl, mit der man auf die Abrasivität der Faserverbundwerkstoffe reagiert.
Im PKD-Fräsbereich sind entsprechende Werkzeuglösungen ebenfalls vorhanden. Grundsätzlich sehr universell einsetzbare PKD-Werkzeuge, ausgeführt als Bohrnutenfräser, die in der Lage sind, auch große Spanvolumina abzutransportieren. Das sind die richtigen Werkzeuge zum Nutenfräsen oder für den Einsatz in Faserverbundwerkstoffen mit thermoplastischer Matrix und dadurch größerem anfallendem Spanvolumen. Die Nutenzahl richtet sich nach der Größe des Werkzeugs. Die scharfen Schneiden sind Garanten für delaminationsfreie Bearbeitungsergebnisse.
Sogar Bohrgewindefräser mit 90-Grad-Spitze und NCD-Beschichtung sind machbar. Sie schaffen es in CFK problemlos, eine durchaus respektable Anzahl von Gewinden zu erzeugen, die dann als einfache Befestigungsgewinde eingesetzt werden können. Mit Schnittgeschwindigkeit 150 Meter pro Minute, Bohrvorschub 0,07 Millimeter pro Umdrehung und Fräsvorschub 0,07 Millimeter pro Zahn wurden 650 Gewinde mit Verschleißmarkenbreite 0,09 an der Ecke des Bohrteils hergestellt. Besondere Herausforderungen stellen die Bearbeitungen von Materialverbunden dar, beispielsweise CFK mit Beteiligung von Aluminium und Titan. Speziell die Kombination Aluminium und Titan stellt die Werkzeuge vor große Herausforderungen, vor allem, wenn die Austrittseite sich im CFK befindet. Das heißt, die verhältnismäßig filigrane 90-Grad-Geometrie muss den Titanwerkstoff bearbeiten. Im Versuch wurden gute Bohrungsergebnisse erzielt mit geringen Durchmesserschwankungen im Bereich der beiden völlig unterschiedlichen Werkstoffe. Die Schnittwerte wurden so gewählt, dass man im Titan mit sehr langsamer Schnittgeschwindigkeit bohrt, um die Diamantschicht nicht zu gefährden. Dafür wird der Bohrvorschub etwas größer gewählt, um nicht zu viel Wärme im Bereich der Werkzeugschneide zu erzeugen.
Kontakt
Dr. Reinhard Durst
Leiter Forschung & Entwicklung
Geschäftsbereich Hartmetall- & Reibwerkzeuge
KOMET GROUP GmbH
Stuttgart-Vaihingen
Tel. +49 711 78891-44
E-Mail senden
Anzeige