

Edgar Grundler
Fachjournalist
Aktuelles
Aus Tradition:
Leidenschaft zur Präzision
Nicht nur im Süden Deutschlands entstehen hochgenaue Präzisionsteile mit Toleranzen im Bereich von wenigen tausendstel Millimetern. Auch im Norden weiß man feinwerktechnische Bauteile und Baugruppen sehr wohl in höchster Qualität herzustellen. Mit dem Know-how aus der Schiffsnavigationstechnik kann man zum Spezialisten für Feinwerktechnik werden.
Bestes Beispiel dafür ist das mittelständische Unternehmen Hein & Oetting Feinwerktechnik GmbH, Hamburg-Rahlstedt, dessen Ursprünge in das Jahr 1837 zurückgehen. Damals stellte die Firma C. Plath vom Kompass bis zur Navigations- und Steuerungstechnik Ausrüstungen für die Schiff- und auch für die Luftfahrt her; das Geschäft mit Kompasssystemen für Luxusyachten sowie Navigations- und Steuerungstechnik für die Luft- und Raumfahrt gehört nach wie vor zum Leistungsportfolio von Hein & Oetting. Darüber hinaus produziert das Unternehmen, das mehr als 80 Fachkräfte beschäftigt, hochwertige Komponenten und Baugruppen für die Bereiche Mess- und Prüftechnik, Medizintechnik, Lasertechnik und Maschinenbau.

Lars Reeder, geschäftsführender Gesellschafter von Hein & Oetting Feinwerktechnik GmbH (links), und Thomas Mielke, zuständiger Mitarbeiter im Außendienst bei Hermle + Partner Vertriebs GmbH. Foto: Hermle
„In unserer Feinwerktechnik-Produktion verstehen wir den Begriff Qualität sozusagen als Maßeinheit, denn viele unserer Teile und Geräte sind extremen Umgebungs- und Einsatzbedingungen ausgesetzt“, erklärt Lars Reeder, geschäftsführender Gesellschafter der Hein & Oetting Feinwerktechnik, „wir dürfen für unsere Magnetkompasse auch das Zertifikat des Germanischen Lloyd ausstellen, der Begriff Präzision hat bei uns Tradition, deshalb investieren wir stark in die Aus- und Weiterbildung.“
Mit einem Anteil von 15 Prozent Auszubildenden, die im Regelfall alle übernommen werden, sichert das Unternehmen das Wachstum organisch ab, zumal diese Eigengewächse dann auch Geist und Philosophie der Firma verinnerlicht haben.
Von Spezial-Fräsmaschinen
zu CNC-Universal-Bearbeitungszentren
Dass diese Regeln für Reeder und seinen Produktionsleiter, Industriemeister Pascal Chemier, keineswegs nur Worthülsen darstellen, wird bei einem Rundgang durch die modernen Produktionshallen schnell sichtbar. Die durchgängige Prozesskette für die Herstellung von Werkstücken in Mikrometern beginnt mit einem 3D-CAD-/CAM-System und setzt sich über den vielseitig nutzbaren CNC-Maschinenpark bis zur CNC-Messtechnik mit Qualitätsdokumentation nahtlos fort.
Inklusive der Beratung schon während der Ideen- und Entwicklungsphase bei neuen Werkstücken sowie den Serviceleistungen wie Oberflächenveredelung, Laserbeschriftung, Bauteilebeschaffung und Lieferlogistik ist man in der Lage, die Kunden ab der Einzelteilfertigung bis hin zur just-in-time-gesteuerten Serienbelieferung von Bauteilen, Baugruppen und Komplettgeräten aus einer Hand zu bedienen.
Einen wesentlichen Anteil an der hohen Autarkie, in Gestalt von Leistungsfähigkeit, Flexibilität und reproduzierbarer Qualität, haben laut Chemier insgesamt vier CNC-Hochleistungsbearbeitungszentren der süddeutschen Maschinenfabrik Berthold Hermle AG aus Gosheim: „Der Maschinenpark war früher, bedingt durch die sehr speziellen Teile etwa für Kompasse und Navigationsgeräte, speziell angelegt, jedoch engten diese Maschinen uns auch immer mehr ein, weshalb wir zur Bearbeitung kubischer Teile ab 1998 konsequent in Universalmaschinen und in CNC-Bearbeitungszentren investierten.“ Auf der Hamburger Fachmesse Nortec kam es zum Kontakt mit Hermle und schließlich fiel die Entscheidung zum Kauf eines CNC-Bearbeitungszentrums C 800 V für die Drei- und Vier-Achs-Präzisionsbearbeitung eines bestimmten Werkstückspektrums. „Damit konnten wir unseren Kunden zunächst bessere Fertigungsleistungen anbieten, was weitergehend dazu führte, dass wir im Jahr 2000 dann mit einem CNC-Bearbeitungszentrum C 600 U den Einstieg in die 5-Achsen- Bearbeitungstechnologie wagten“, schildert Chemier die Entwicklung.

Robert Müller (Leiter Fräserei, links) und Pascal Chemier, Produktionsleiter, stehen vor einem CNC-Hochleistungszentrum C 30 U mit einem anspruchsvollen Frästeil – einer Vakuum-Spannplatte für labile Werkstücke. Fotos: Hermle
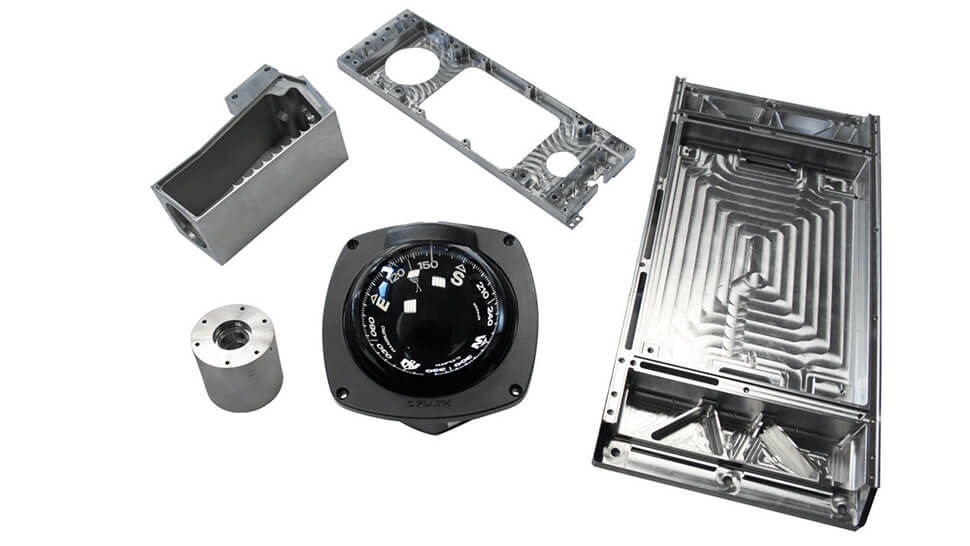
Präzisionswerkstücke verschiedener Größen und ein komplett bei Hein & Oetting Feinwerktechnik GmbH gefertigter Magnetkompass der Marke „C. Plath“ für Luxusyachten
Simultan-/Komplettfertigung
Dieser Technologiesprung war die Basis für den Wandel vom reinen Auftragsfertiger hin zu einem Technologiepartner, der seine Kunden und Projekte in allen Phasen der Produktlebenszyklen begleitet. Die Folge daraus betraf ab dem Jahr 2004 dann das Investment in zwei CNC-Hochleistungs-Bearbeitungszentren C 30 U für die 5-Achsen-/5-Seiten-Simultan- und Komplettbearbeitung. Die beiden Bearbeitungszentren sind fast identisch ausgestattet und weisen beispielsweise je einen Schwenkrundtisch mit 630 Millimetern Durchmesser, ein Werkzeugmagazin mit 32 Plätzen, eine IKZ-Kühlmittelzuführung, eine Hauptspindel mit Drehzahl 18.000 Umdrehungen pro Minute, die Heidenhain-Steuerung iTNC530, Messtaster Renishaw und ein Werkzeugbruch-Überwachungssystem Wenglor auf.
Die bewusste Größenabstufung in Bezug auf Arbeitsräume und Verfahrwege bei den Bearbeitungszentren C 800 V, C 600 U und C 30 U spiegelt den Bedarf wider, der sich aus der täglichen Auftragsbearbeitung ergibt. „Bei den Frästeilen haben wir Auftragslose von 1 bis 100 Stück und Werkstücke in allen denkbaren Abmessungen sowie Schwierigkeitsgraden aus verschiedensten Materialien zu bearbeiten. Mit Arbeitsbereichen von X = 650, Y = 600 und Z = 500 Millimetern decken wir alle bei uns vorkommenden Werkstückgrößen ab, denn der Fokus liegt nach wie vor auf feinwerktechnischen Präzisionsteilen.“ Mit den Hermle-Bearbeitungszentren fühlt man sich bei Hein & Oetting Feinwerktechnik auf der sicheren Seite, was Leistungsfähigkeit, Genauigkeit, Zuverlässigkeit und auch den Service anbelangt. „Den Service kann ich als hervorragend bezeichnen, und das gibt uns die Gewissheit, dass wir unseren Kunden immer die gewünschten Leistungen zur Verfügung stellen können“, sagte Reeder.
Kontakt | Autor
Edgar Grundler
Freier Journalist
Richard-Dilger-Str. 15
78476 Allensbach
Kontakt | Unternehmen
Udo Hipp
Leiter Marketing
Maschinenfabrik Berthold Hermle AG
Tel. +49 742695-6238
E-Mail senden
Anzeige
