

Shape. Change.
NAXOS-DISKUS Schleifmittelwerke – Prozessoptimierung mit System
Je perfekter die Oberfläche von Schalträdern geschliffen ist, desto leichter und geräuscharmer läuft das Getriebe. Entsprechend kommt dem Schleifverfahren bei der Hartfeinbearbeitung eine besondere Bedeutung zu. Denn Gangräder oder Wellen müssen hochpräzise und effektiv bearbeitet werden. Entsprechend anspruchsvoll ist die Technologie dahinter. Seit fast 150 Jahren fertigt die NAXOS-DISKUS Schleifmittelwerke GmbH, ein Unternehmen der DVS TECHNOLOGY GROUP, Schleifmittel, die Automobilbauer heute vor allem für den Präzisionsschliff von Fahrzeugbauteilen einsetzen. Für höchsten Kundennutzen arbeitet man eng mit den Schleifmaschinenherstellern der Gruppe zusammen und entwickelt gemeinsame Systemlösungen. Bei der Optimierung des kombinierten Schleifprozesses einer BUDERUS CNC 235 A-SL des Baujahres 2012 aus dem Werk eines großen deutschen Automobilhersteller erwies sich diese Verknüpfung von Werkzeug- und Maschinen-Know-How erneut als äußerst ertragreich.
Die Zusammenarbeit der beiden DVS-Firmen ergab eine deutliche Steigerung der Wirtschaftlichkeit im Produktionsprozess. So reduzierte sich die Taktzeit von 36 auf 29 Sekunden, was einer Zeitersparnis von 20 % entspricht. Außerdem stieg der Abrichtzyklus von zwei auf acht Werkstücke an, was aufgrund der hohen Anforderungen an die Oberfläche ein großer Fortschritt ist. Zudem konnte bei gleichzeitiger Erhöhung des Abrichtbetrages von 25 auf 35 μm der Abrichtbetrag pro Einsatzstunde der Schleifscheibe um circa. 55 % reduziert werden.
Neues KMX-Schleifkorn erhöht Standzeit und Output
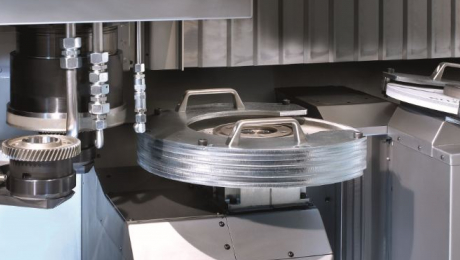
Entscheidend dafür ist das neue Schleifkorn „KMX“. Mit diesem Abrasiv stattete NAXOS-DISKUS die Scheiben der Schleifmaschine BUDERUS CNC 235 A-SL aus. Der Autobauer schleift damit die Schalträder eines 7-Gang-Doppelkupplungsgetriebes. Mit der Scheibe aus einem speziellen Korund und einer keramischen Bindung bringt die Maschine den Kegel des Schaltrades auf Maß- sowie Formgenauigkeit und erzeugt die gewünschte Oberflächenbeschaffenheit.
Mit folgenden Ausgangsparametern erzielte man bis dato eine durchschnittliche Taktzeit von 36 Sekunden einschließlich des Abrichtvorganges:
- Schnittgeschwindigkeit: 48 m/s
- Vorschub 1. Schliff: 2,6 mm/min
- Vorschub 2. Schliff: 1,5 mm/min
- Vorschub 3. Schliff: 0,8 mm/min
- Vorschub 4. Schliff: 0,2 mm/min
- Abrichtzyklus: 2 Werkstücke
- Abrichtbetrag: 25 μm
- Drehzahl abrichten: 283 min-1
- Vorschub abrichten: 200 mm/min
Neues Schleifkorn steigert Produktivität
Die Schlüsseleigenschaft dieses Schleifkornes ist seine polykristalline Mikrostruktur mit geschlossenen und offenen Makroporen. Diese Makroporosität zwischen den Einzelkristallen bewirkt eine hohe Oberflächenrauheit, was das Korn äußerst schnittig macht und dank der größeren Oberfläche die Haftung in der Schleifmittelmatrix verbessert. Die Vorteile: Höhere Vorschübe und geringerer Verschleiß gegenüber herkömmlichen Schleifkörnern. Durch ein neues keramisches Bindungssystem kann das Schleifkorn höher belastet werden, ohne frühzeitig auszubrechen. Außerdem lassen sich Spezifikationen mit reduzierter Bindungsmenge darstellen, was gleichzeitig die Reibung vermindert.
Zusammenarbeit zahlt sich aus
Durch gezielte Parameteränderungen vor Ort konnten folgende Werte erreicht werden:
- Vorschub 1. Schliff von 2,6 mm/min auf 3,6 mm/min
- Vorschub 2. Schliff von 1,5 mm/min auf 2,0 mm/min
- Vorschub 3. Schliff von 0,8 mm/min auf 1,0 mm/min
- Abrichtzyklus von 2 auf 8 Werkstücke
- Abrichtbetrag von 25 μm auf 35 μm
Für eine reibungslose Inbetriebnahme der Anlage waren die Techniker von NAXOS-DISKUS und BUDERUS Schleiftechnik mit ihrer Erfahrung und ihrem Wissen vor Ort und standen auch nach der erfolgreichen Umsetzung des Projekts dem Automobilbauer zur Verfügung.
Je perfekter die Oberfläche von Schalträdern geschliffen ist, desto leichter und geräuscharmer läuft das Getriebe. Entsprechend kommt dem Schleifverfahren bei der Hartfeinbearbeitung eine besondere Bedeutung zu. Denn Gangräder oder Wellen müssen hochpräzise und effektiv bearbeitet werden. Entsprechend anspruchsvoll ist die Technologie dahinter. Seit fast 150 Jahren fertigt die NAXOS-DISKUS Schleifmittelwerke GmbH, ein Unternehmen der DVS TECHNOLOGY GROUP, Schleifmittel, die Automobilbauer heute vor allem für den Präzisionsschliff von Fahrzeugbauteilen einsetzen. Für höchsten Kundennutzen arbeitet man eng mit den Schleifmaschinenherstellern der Gruppe zusammen und entwickelt gemeinsame Systemlösungen. Bei der Optimierung des kombinierten Schleifprozesses einer BUDERUS CNC 235 A-SL des Baujahres 2012 aus dem Werk eines großen deutschen Automobilhersteller erwies sich diese Verknüpfung von Werkzeug- und Maschinen-Know-How erneut als äußerst ertragreich.
Die Zusammenarbeit der beiden DVS-Firmen ergab eine deutliche Steigerung der Wirtschaftlichkeit im Produktionsprozess. So reduzierte sich die Taktzeit von 36 auf 29 Sekunden, was einer Zeitersparnis von 20 % entspricht. Außerdem stieg der Abrichtzyklus von zwei auf acht Werkstücke an, was aufgrund der hohen Anforderungen an die Oberfläche ein großer Fortschritt ist. Zudem konnte bei gleichzeitiger Erhöhung des Abrichtbetrages von 25 auf 35 μm der Abrichtbetrag pro Einsatzstunde der Schleifscheibe um circa. 55 % reduziert werden.
Neues KMX-Schleifkorn erhöht Standzeit und Output
Entscheidend dafür ist das neue Schleifkorn „KMX“. Mit diesem Abrasiv stattete NAXOS-DISKUS die Scheiben der Schleifmaschine BUDERUS CNC 235 A-SL aus. Der Autobauer schleift damit die Schalträder eines 7-Gang-Doppelkupplungsgetriebes. Mit der Scheibe aus einem speziellen Korund und einer keramischen Bindung bringt die Maschine den Kegel des Schaltrades auf Maß- sowie Formgenauigkeit und erzeugt die gewünschte Oberflächenbeschaffenheit.
Mit folgenden Ausgangsparametern erzielte man bis dato eine durchschnittliche Taktzeit von 36 Sekunden einschließlich des Abrichtvorganges:
- Schnittgeschwindigkeit: 48 m/s
- Vorschub 1. Schliff: 2,6 mm/min
- Vorschub 2. Schliff: 1,5 mm/min
- Vorschub 3. Schliff: 0,8 mm/min
- Vorschub 4. Schliff: 0,2 mm/min
- Abrichtzyklus: 2 Werkstücke
- Abrichtbetrag: 25 μm
- Drehzahl abrichten: 283 min-1
- Vorschub abrichten: 200 mm/min
Neues Schleifkorn steigert Produktivität
Die Schlüsseleigenschaft dieses Schleifkornes ist seine polykristalline Mikrostruktur mit geschlossenen und offenen Makroporen. Diese Makroporosität zwischen den Einzelkristallen bewirkt eine hohe Oberflächenrauheit, was das Korn äußerst schnittig macht und dank der größeren Oberfläche die Haftung in der Schleifmittelmatrix verbessert. Die Vorteile: Höhere Vorschübe und geringerer Verschleiß gegenüber herkömmlichen Schleifkörnern. Durch ein neues keramisches Bindungssystem kann das Schleifkorn höher belastet werden, ohne frühzeitig auszubrechen. Außerdem lassen sich Spezifikationen mit reduzierter Bindungsmenge darstellen, was gleichzeitig die Reibung vermindert.
Zusammenarbeit zahlt sich aus
Durch gezielte Parameteränderungen vor Ort konnten folgende Werte erreicht werden:
- Vorschub 1. Schliff von 2,6 mm/min auf 3,6 mm/min
- Vorschub 2. Schliff von 1,5 mm/min auf 2,0 mm/min
- Vorschub 3. Schliff von 0,8 mm/min auf 1,0 mm/min
- Abrichtzyklus von 2 auf 8 Werkstücke
- Abrichtbetrag von 25 μm auf 35 μm
Für eine reibungslose Inbetriebnahme der Anlage waren die Techniker von NAXOS-DISKUS und BUDERUS Schleiftechnik mit ihrer Erfahrung und ihrem Wissen vor Ort und standen auch nach der erfolgreichen Umsetzung des Projekts dem Automobilbauer zur Verfügung.