




Pro/NC Drehen KS ?, verschieben des koordinaten systems ?
 08.06.2005, 07:32 Uhr
08.06.2005, 07:32 Uhr
 Klaus-p
Klaus-p
Level 2 = Community-Facharbeiter

Gruppe: Mitglied
Mitglied seit: 30.08.2002
Beiträge: 99
Mitglied seit: 30.08.2002
Beiträge: 99
Hallo, Simon
Es gibt ja doch noch Pro/E Programmierer im Bereich Drehen. :-)
Habe viel im Bereich "Drehen" getan und versucht.
Vieles hinbekommen und anderes nicht.
Was für Maschinen mußt Du in Bewegung setzen.?
Ich beschäftige mich mit einer 7-Achsen Maschine.
zwei Rev. Y-Achse; C-Achse; Reitstock
Kann nur sagen, mit Pro/E ist dies ein zu großer Aufwand, diese Maschine zu programmieren.
Habe aber die Nuten auch schon programmiert.
Parametereinstellungen im Anhang
Es gibt ja doch noch Pro/E Programmierer im Bereich Drehen. :-)
Habe viel im Bereich "Drehen" getan und versucht.
Vieles hinbekommen und anderes nicht.
Was für Maschinen mußt Du in Bewegung setzen.?
Ich beschäftige mich mit einer 7-Achsen Maschine.
zwei Rev. Y-Achse; C-Achse; Reitstock
Kann nur sagen, mit Pro/E ist dies ein zu großer Aufwand, diese Maschine zu programmieren.
Habe aber die Nuten auch schon programmiert.
Parametereinstellungen im Anhang
Angehängte Datei(en)
 Parameter_Nut.doc ( 23KB )
Anzahl der Downloads: 52
Parameter_Nut.doc ( 23KB )
Anzahl der Downloads: 52
Parameter_Nut.doc ( 23KB )
Anzahl der Downloads: 52--------------------
Gruss aus Nordhessen
mfg Klaus
mfg Klaus
08.06.2005, 14:16 Uhr
Klaus-p
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 30.08.2002
Beiträge: 99
Mitglied seit: 30.08.2002
Beiträge: 99
Hallo, Simon
freut mich das es geklappt hat.
Wenn Du jetzt nur fräsen hattest, möge Pro/E gut gehen.
Ich programmiere CNC Drehmaschinen damit....oder vielmehr ich versuche es.
Drehen mit Pro/E ist so ne Sache.
Kann nur sagen, es werden Schlaflose Nächte. :-)
Hab schon in anderen Foren gesucht, aber Drehen mit Pro/E... da gibt es nur eine Handvoll Anwender.
Vielleicht kennst Du noch einige!
Wenn Du irgendwas noch brauchts, einfach hier rein.
freut mich das es geklappt hat.
Wenn Du jetzt nur fräsen hattest, möge Pro/E gut gehen.
Ich programmiere CNC Drehmaschinen damit....oder vielmehr ich versuche es.
Drehen mit Pro/E ist so ne Sache.
Kann nur sagen, es werden Schlaflose Nächte. :-)
Hab schon in anderen Foren gesucht, aber Drehen mit Pro/E... da gibt es nur eine Handvoll Anwender.
Vielleicht kennst Du noch einige!
Wenn Du irgendwas noch brauchts, einfach hier rein.
--------------------
Gruss aus Nordhessen
mfg Klaus
mfg Klaus
08.06.2005, 15:13 Uhr Simon
Simon
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 12.05.2003
Beiträge: 145
Mitglied seit: 12.05.2003
Beiträge: 145

Also jetzt klapts auf dem Bildschirm richtig gut,
ich muss nur noch den PP anpassen, ist mir auch gut gelungen....
bis... zu dem IJK parametern, da kenn ich mich nicht aus
ich glaub auch das der PP nicht richtig gemacht hat.
Wieviel müste der K und I sein bei dem ?
Hab am werkzeug r0.4
danke
 08.06.2005, 16:49 Uhr erwin
08.06.2005, 16:49 Uhr erwin
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 24.01.2003
Beiträge: 45
Mitglied seit: 24.01.2003
Beiträge: 45
Hallo !
Falls I und K inkremental vom Start des Kreisbogen gemeint sind und du von rechts nach links drehst:
Werkstückradius=1.5 , Werkzeugradius=0.4
1.5-0.4 = 1.1 = Radius der Werkzeugbahn
1.1*sin(60)=0.952
1.1*cos(60)=0.55
Der Mittelpunkt des Bogens der Wekzeugbahn liegt links und überhalb vom Bogenstartpunkt daher I=0.55 K=-0.953
Ich würde aber wenn es die Maschine erlaubt statt den Mittelpunkt den Radius programmieren (Postprozessor)
Das von den schlaflosen Nächten (Klaus) kann ich nur bestätigen
Erwin
Falls I und K inkremental vom Start des Kreisbogen gemeint sind und du von rechts nach links drehst:
Werkstückradius=1.5 , Werkzeugradius=0.4
1.5-0.4 = 1.1 = Radius der Werkzeugbahn
1.1*sin(60)=0.952
1.1*cos(60)=0.55
Der Mittelpunkt des Bogens der Wekzeugbahn liegt links und überhalb vom Bogenstartpunkt daher I=0.55 K=-0.953
Ich würde aber wenn es die Maschine erlaubt statt den Mittelpunkt den Radius programmieren (Postprozessor)
Das von den schlaflosen Nächten (Klaus) kann ich nur bestätigen
Erwin
09.06.2005, 06:08 Uhr
Klaus-p
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 30.08.2002
Beiträge: 99
Mitglied seit: 30.08.2002
Beiträge: 99
Hallo, Simon
was für eine Nut will Du fertigen.
Habe einige mit Pro/E erzeugt.
Wie soll sie aussehen?
Hallo, Erwin
Danke für Deine Meinung...aber es ist wirklich nicht einfach.
Habe keine Probleme wenn ich aus einem Stück Rundmaterial eine Kontur erzeugen muss, da geht das Super, auch mit 2REV; Bohren mit angetriebenen Werkzeugen oder Fräsen auf der Drehmaschine. (alles machbar)
Aber wie bearbeiten zu 95% Gußteile, daher ist es sehr schwierig mit Pro/E das Programm zu erzeugen.
was für eine Nut will Du fertigen.
Habe einige mit Pro/E erzeugt.
Wie soll sie aussehen?
Hallo, Erwin
Danke für Deine Meinung...aber es ist wirklich nicht einfach.
Habe keine Probleme wenn ich aus einem Stück Rundmaterial eine Kontur erzeugen muss, da geht das Super, auch mit 2REV; Bohren mit angetriebenen Werkzeugen oder Fräsen auf der Drehmaschine. (alles machbar)
Aber wie bearbeiten zu 95% Gußteile, daher ist es sehr schwierig mit Pro/E das Programm zu erzeugen.
--------------------
Gruss aus Nordhessen
mfg Klaus
mfg Klaus
09.06.2005, 07:19 Uhr
Simon
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 12.05.2003
Beiträge: 145
Mitglied seit: 12.05.2003
Beiträge: 145
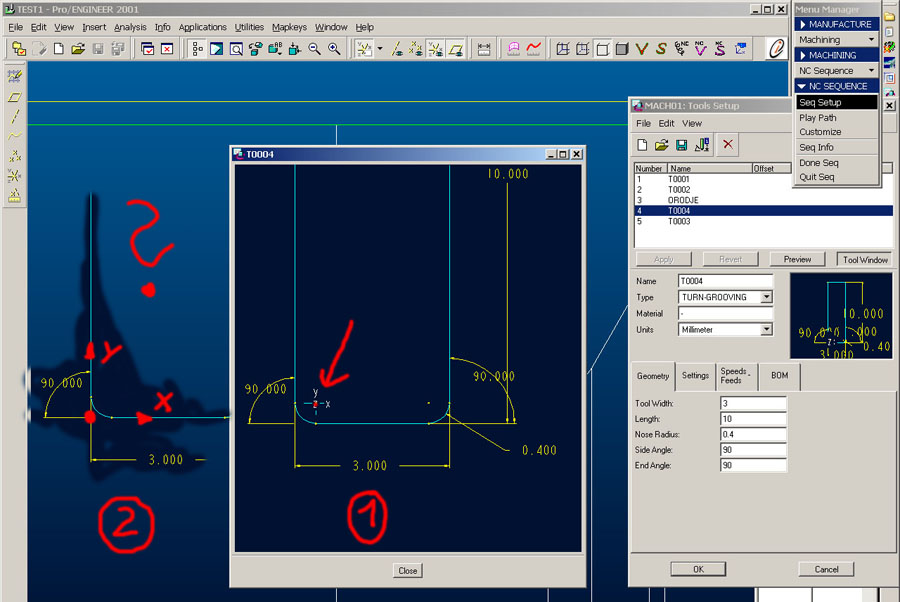
Die nut soll so aussehen, das mit dem I und K
kann ich einfach nicht in dem PP einstelen.
werkzeugradius r0.4
test1.jpg in test1.prt.2 umbennenn
kann ich einfach nicht in dem PP einstelen.
werkzeugradius r0.4
test1.jpg in test1.prt.2 umbennenn
Angehängte Datei(en)
 test1.jpg ( 68.4KB )
Anzahl der Downloads: 38
test1.jpg ( 68.4KB )
Anzahl der Downloads: 38
test1.jpg ( 68.4KB )
Anzahl der Downloads: 38 09.06.2005, 07:24 Uhr
Klaus-p
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 30.08.2002
Beiträge: 99
Mitglied seit: 30.08.2002
Beiträge: 99
Hallo, Simon
Nut einstechen!!!!! das waren einige Nächte :-)
I und K (das kann PRO/E nicht ausgeben)
Habe auch viel probiert und bin letztlich dazu kommen, das ich mir ein Makro baue.
Und siehe da, es ging.
I und K werden im PP ausgegeben.
Nut einstechen!!!!! das waren einige Nächte :-)
I und K (das kann PRO/E nicht ausgeben)
Habe auch viel probiert und bin letztlich dazu kommen, das ich mir ein Makro baue.
Und siehe da, es ging.
I und K werden im PP ausgegeben.
--------------------
Gruss aus Nordhessen
mfg Klaus
mfg Klaus
09.06.2005, 08:26 Uhr
Klaus-p
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 30.08.2002
Beiträge: 99
Mitglied seit: 30.08.2002
Beiträge: 99
Hallo,
d.h. eine Nut Grundform erstellt.
Dann kannst unter Variable Eingabe die Nut so einsetzen, wie Deine Abmaße sind.
Dieses setzt Du dann in eine NC- Folge ein und schon hast Du Deine entsprechende Nut.
Andere Frage:
Wie gibst Deine Nut an ...... als Ausgabe mit 2 Korrekturschalter oder nur einen?
d.h. eine Nut Grundform erstellt.
Dann kannst unter Variable Eingabe die Nut so einsetzen, wie Deine Abmaße sind.
Dieses setzt Du dann in eine NC- Folge ein und schon hast Du Deine entsprechende Nut.
Andere Frage:
Wie gibst Deine Nut an ...... als Ausgabe mit 2 Korrekturschalter oder nur einen?
--------------------
Gruss aus Nordhessen
mfg Klaus
mfg Klaus
09.06.2005, 16:53 Uhr erwin
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 24.01.2003
Beiträge: 45
Mitglied seit: 24.01.2003
Beiträge: 45
Hallo !
Wenn du von links nach rechts drehst sind I1.1 und K0 richtig
Was hast du für einen Postprozessor, NCPOST oder GPOST ?
Erwin
Wenn du von links nach rechts drehst sind I1.1 und K0 richtig
Was hast du für einen Postprozessor, NCPOST oder GPOST ?
Erwin
09.06.2005, 17:16 Uhr
Simon
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 12.05.2003
Beiträge: 145
Mitglied seit: 12.05.2003
Beiträge: 145
Richtig ? Wow
Ich hab mir einen Nc_Post angepast,
der direkt im Pro/e ist.
Wie sieht den ein Gpost aus ?
Kan mir jemand eine dxf oder prt schicken,
von einen vorhandenen program so das ich die I und K testen kan ?
Ich hab mir einen Nc_Post angepast,
der direkt im Pro/e ist.
Wie sieht den ein Gpost aus ?
Kan mir jemand eine dxf oder prt schicken,
von einen vorhandenen program so das ich die I und K testen kan ?
09.06.2005, 19:27 Uhr
Simon
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 12.05.2003
Beiträge: 145
Mitglied seit: 12.05.2003
Beiträge: 145
Ist dieses Programm ok ?
Von rechts nach links, Werkzeugradius r 0.5
%
N10 M23
N20 G4 F2. T100
N30 G92 X0. Z0.
N40 S1400 M3
N50 G0 X40. Z-.5
N60 G1 Z-19.5 F100.
N70 G2 X41. Z-20. I.5 K0.
N80 G1 X69.
N90 G3 X80. Z-25.5 I0. K5.5
N100 G1 Z-49.923
N110 G2 X80.5 Z-50.356 I.5 K0.
N120 G1 X119.5 Z-61.614
N130 M5
%
Von rechts nach links, Werkzeugradius r 0.5
%
N10 M23
N20 G4 F2. T100
N30 G92 X0. Z0.
N40 S1400 M3
N50 G0 X40. Z-.5
N60 G1 Z-19.5 F100.
N70 G2 X41. Z-20. I.5 K0.
N80 G1 X69.
N90 G3 X80. Z-25.5 I0. K5.5
N100 G1 Z-49.923
N110 G2 X80.5 Z-50.356 I.5 K0.
N120 G1 X119.5 Z-61.614
N130 M5
%
11.06.2005, 06:00 Uhr erwin
Level 1 = Community-Lehrling
Gruppe: Mitglied
Mitglied seit: 24.01.2003
Beiträge: 45
Mitglied seit: 24.01.2003
Beiträge: 45
Hallo !
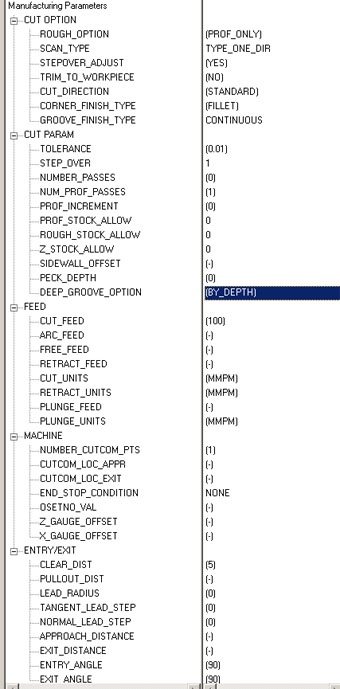
Schaut aus als ob bei I und K die Vorzeichen fehlen!
Kontrollier mal die folgenden Einstellungen im Post
Erwin
Schaut aus als ob bei I und K die Vorzeichen fehlen!
Kontrollier mal die folgenden Einstellungen im Post
Erwin
Angehängte Datei(en)
gpost.jpg ( 114.07KB )
Anzahl der Downloads: 26
gpost.jpg ( 114.07KB )
Anzahl der Downloads: 26 11.06.2005, 08:31 Uhr
Simon
Level 2 = Community-Facharbeiter
Gruppe: Mitglied
Mitglied seit: 12.05.2003
Beiträge: 145
Mitglied seit: 12.05.2003
Beiträge: 145
Hallo !
Erwin, danke für die einstellungen, ich habe
das korigiert und nun kommt das raus.
%
N10 M23
N20 G4 F2. T100
N30 G92 X0. Z0.
N40 S1400 M3
N50 G0 X40. Z-.5
N60 G1 Z-19.5 F100.
N70 G2 X41. Z-20. I.5 K0.
N80 G1 X69.
N90 G3 X80. Z-25.5 I0. K-5.5
N100 G1 Z-49.923
N110 G2 X80.5 Z-50.356 I.5 K0.
N120 G1 X119.5 Z-61.614
N130 M5
%
Ich mus zuerst die programmierung von hand lernen,
hab seit dem abschluss alles vergessen.
Gibt es irgendwo im netz eine lernseite ?
Erwin, danke für die einstellungen, ich habe
das korigiert und nun kommt das raus.
%
N10 M23
N20 G4 F2. T100
N30 G92 X0. Z0.
N40 S1400 M3
N50 G0 X40. Z-.5
N60 G1 Z-19.5 F100.
N70 G2 X41. Z-20. I.5 K0.
N80 G1 X69.
N90 G3 X80. Z-25.5 I0. K-5.5
N100 G1 Z-49.923
N110 G2 X80.5 Z-50.356 I.5 K0.
N120 G1 X119.5 Z-61.614
N130 M5
%
Ich mus zuerst die programmierung von hand lernen,
hab seit dem abschluss alles vergessen.
Gibt es irgendwo im netz eine lernseite ?
1 Besucher lesen dieses Thema (Gäste: 1) 0 Mitglieder: |