




Erleben Sie HORN
Erleben Sie HORN
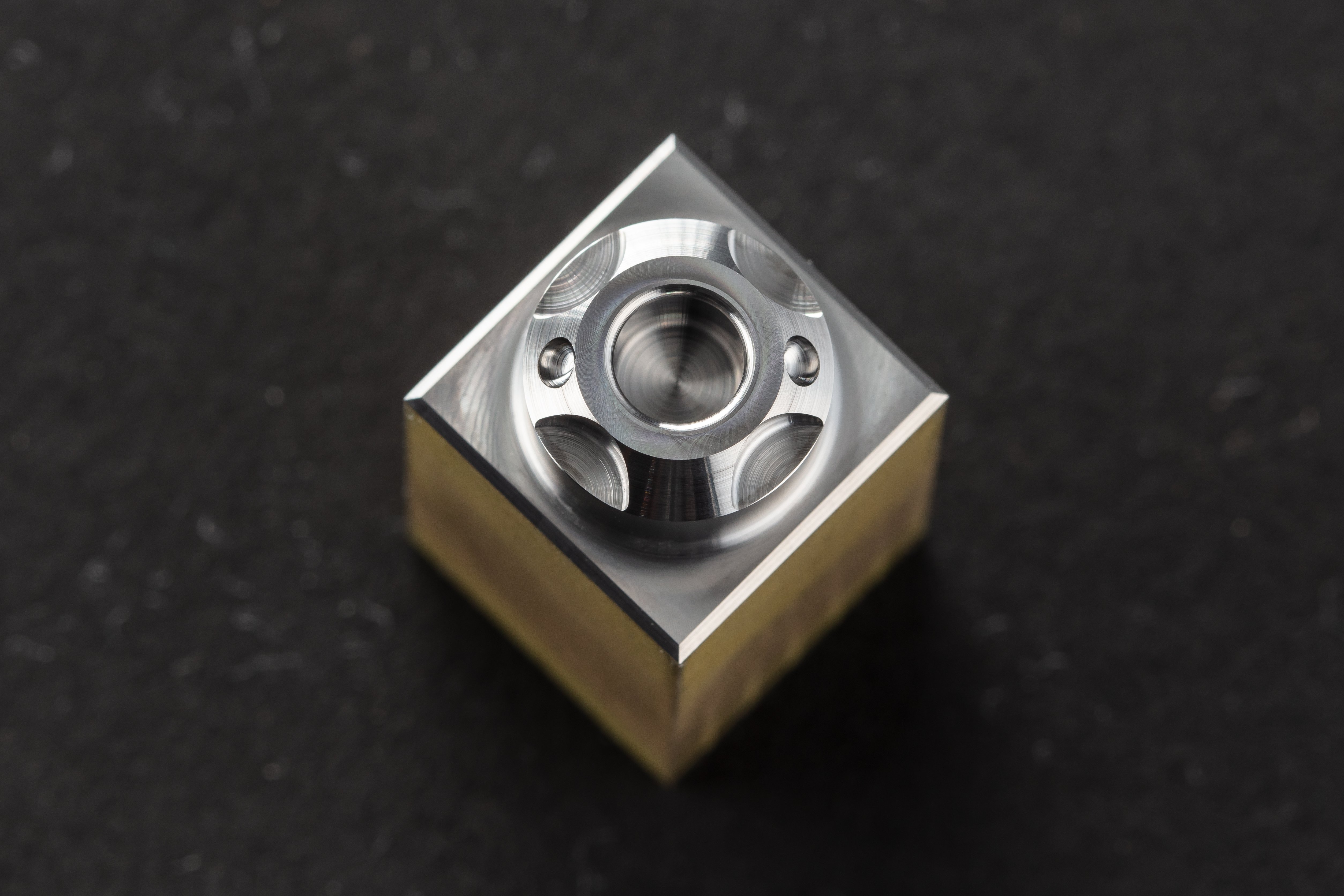
Pressstempel aus fertig gesintertem Hartmetall

Der Werkzeug-, Modell- und Formenbau ist eine wichtige Branche für den Präzisionswerkzeughersteller Paul Horn GmbH in Tübingen. Die anspruchsvollen Anforderungen an die Zerspanung verdeutlicht das folgende Praxisbeispiel: 1970 gegründet entwickelte sich die Gerhard Rauch Ges.m.b.H. stetig weiter. Seit vielen Jahren hat sich der Betrieb unter anderem im Bereich der Verpackungsindustrie einen Namen gemacht. Er produziert Folienstanzwerkzeuge und die dazugehörigen Stanzmaschinen. 80 Mitarbeiter arbeiten heute an zwei Standorten in insgesamt drei Bereichen: Stanzwerkzeuge und -maschinen, Lohnfertigung und Prototypenbau. Die Kunden kommen aus den Branchen Lebensmittel, Elektronik, Luft- und Raumfahrt und der Formel 1.
Als Bearbeitungsbeispiel dient ein Pressstempel aus der Boehlerit-Hartmetallsorte MB30. Hierbei wird vor allem das Erodieren durch Fräsen ersetzt. Der Stempel entsteht durch fünf hochpräzise Bearbeitungen. Das Vordefinieren der Fertigkontur erfolgt mit einem Fräser, der mit 15 CVD-Schneiden bestückt ist. Hier ist die Vorgabe bzgl. Oberflächengüte Ra 0,2 µm. Bearbeitungsschritt zwei ist das Bohren des Zentrumslochs. Zum Einsatz kommt ein torischer Schaftfräser mit zwei Schneiden und einem Durchmesser von 5 mm. Gebohrt wird ins Volle und in eine Tiefe von 5 mm. Im dritten Schritt erfolgt das Plan- und Konturfräsen. Die Vorschubgeschwindigkeit, mit der der CVD-Fräser ins Material geht, liegt bei 750 mm/min bei einer Spantiefe 0,15 mm und 3 mm Spanbreite. Die erreichte Oberflächengüte liegt hier bei Ra 0,12 µm. Bei der Bearbeitung der Mantelfläche setzen die Firmen Rauch und Horn ebenfalls auf einen torischen Schaftfräser. Hier mit einem Durchmesser von 6 mm. Das Werkzeug arbeitet mit zwei Schneiden. Der finale Arbeitsgang ist Kopierfräsen. Dies geschieht mit einem Kugelfräser mit 2 mm Durchmesser und zwei Schneiden. Dieser fräst auf der Mantelfläche konturgetreu ins Volle. Die Bearbeitung erfolgt komplett auf einer Hermle in einer Aufspannung. Bisher erfolgte die Fertigung des Pressstempels inkl. Elektrodenherstellung, Erodieren, Schleifen und Polieren in bis zu acht Stunden. Mit der Zerspanung durch CVD-D-Werkzeuge ist nun eine Fertigbearbeitung in 12,5 Minuten möglich. Vorher dauerte die Bearbeitung durch Erodieren, Schleifen und Polieren mehr als zwei Stunden – inklusive Elektrodenherstellung bis zu acht Stunden. Wichtig ist das Zusammenspiel von Maschine, Werkzeug, CAM und Werkstoff – man muss dabei den gesamten Prozess betrachten, um zum Erfolg zu kommen.