




Erleben Sie HORN
Erleben Sie HORN
SPECIAL TOOLS - THREE TIMES FASTER

For manufacturers, optimising the processes used to produce recurring components – particularly in large batch sizes – is part of everyday life. As part of this constant drive to optimise, businesses continually analyse their production strategy and strive to find even more effective tooling solutions. For special machining applications in particular, the use of special tools can reduce machining time and produce higher quality results. Schwarzer GmbH from the city of Schloß Holte-Stukenbrock in the German state of North Rhine-Westphalia can testify to these results. After changing the material used for a turned part, the company began to encounter reliability problems in its face grooving process. Paul Horn GmbH solved the problem by adapting the production strategy to simultaneously machine a groove with two tool turrets and an optimised tool system.
“Our customer switched its component material from an easy-to-process, very short-chipping alloy to stainless steel. Although this might not seem like a particularly problematic decision at first glance, we were faced with the challenges of long chips and reduced tool life”, says Friedhelm Mittelteicher from technical advice and sales at Schwarzer. The focus of the task was the production of a dovetail groove on the face of a component measuring 250 mm (9.843") in diameter. Schwarzer produces various versions of the component in 1.4301 and 1.4571 steel.
Optimisation of strategy essential
Before the change of material, the company was already using a HORN tool system. “We used the dual-cutting 231 system for the face groove. But the geometries were designed for short-chipping material”, explains HORN engineer Thomas Dück.
The switch to stainless steel had lengthened the machining time for the groove to around six minutes, as the cutting parameters needed to be adjusted accordingly. And the issues with long chips and shortened tool life were yet to be dealt with. The entire tooling system and production strategy would need to be optimised.
Simultaneous machining using two tool turrets, an adjusted tool geometry and cut distribution were the solutions that Schwarzer was looking for. Dück replaced the double-edged 231 system inserts with triple-edged, type S316 indexable inserts. The HORN engineer adjusted the cutting geometry and the carbide substrate to suit the materials. “The decision to deploy two tool turrets simultaneously also played a critical role in the success of this process enhancement. The groove is now wider than the chip, which means that the chips now exit the groove very effectively”, says Dück.
From six minutes down to ninety seconds
“HORN provided the first version of the new tool system very quickly. The initial tests went well, but we wanted to fully harness the potential for an even better machining process performance”, says Mittelteicher. HORN raised the bar and delivered a new and improved version of the tools shortly afterwards. “With our Greenline system, we can produce up to 50 special inserts within five working days of the customer approving the drawing. Special tool holders are limited to two units and can be delivered within 10 working days”, continues Dück. The team at Schwarzer were fully satisfied with the second iteration of the system. Machining time has been reduced from six minutes to just ninety seconds.
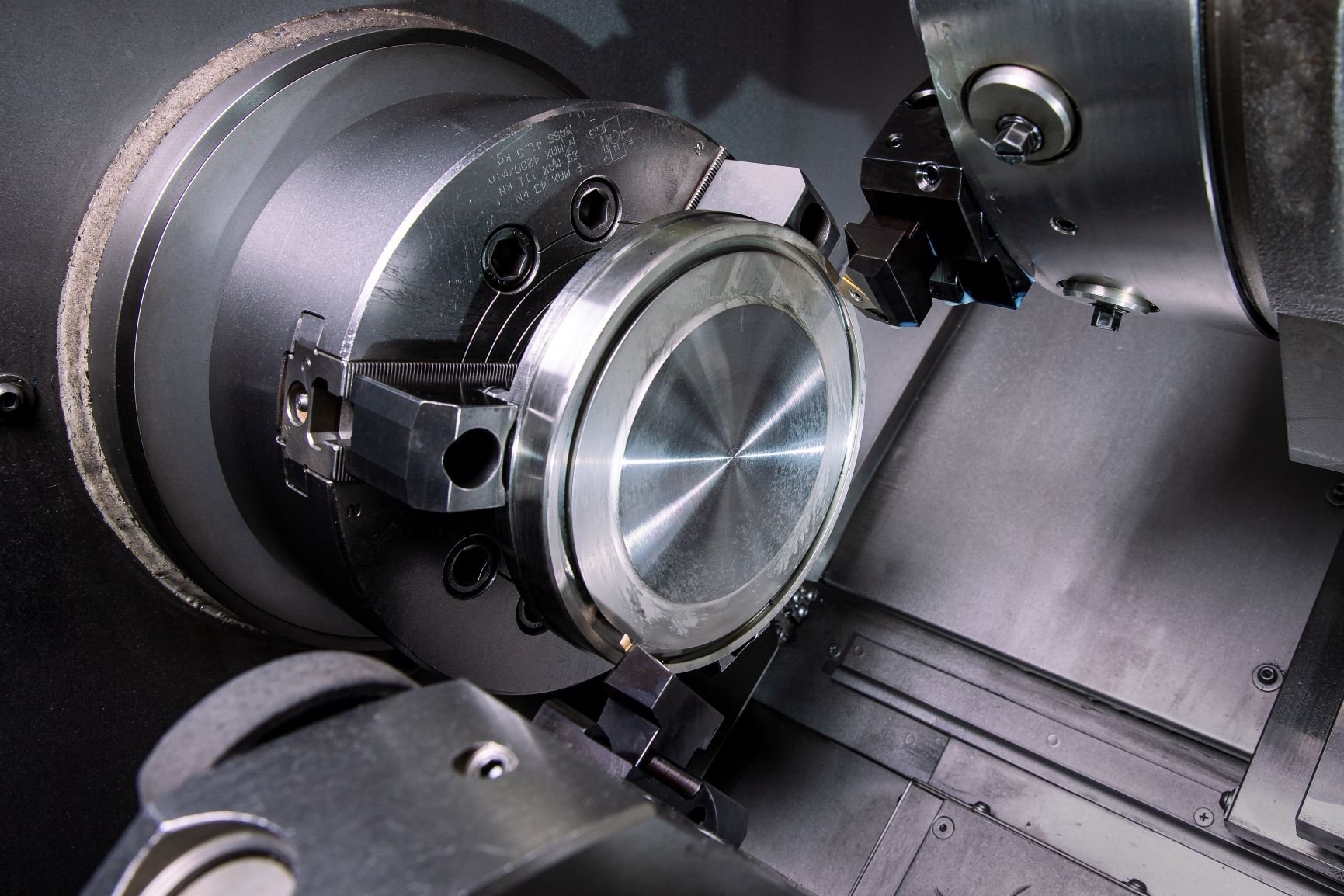
The dovetail is at an angle of 48 degrees; the inserts work simultaneously on either side, cutting at a 24-degree angle. The component is initially approached axially and then machined to the base of the groove at a depth of 4.5 mm (0.177") in two axes, copying the angle with a corner radius of 0.6 mm (0.024"). Using two inserts for grooving means that no recess is created at the base of the groove, as the widths of the main cutting edges overlap by approximately 0.1 mm (0.004"). The inserts are placed in the holder at a 10-degree angle. This is necessary to prevent the cutting edge from being weakened by the large lateral angle of 24 degrees. It also ensures that the machining forces are effectively transferred to the holder. For optimum cooling of the cutting zone and improved chip removal, the tool holders are equipped with an internal coolant supply that runs directly to the point of cutting. The coolant is fed in via the VDI interface to the square shank holder.
“We were once again completely satisfied with the support provided by HORN during this project. HORN keeps working to find a solution, even if the tooling doesn’t quite meet the customer’s expectations on the first attempt. HORN’s engineers always come up with the right answer, despite minor setbacks: they always deliver a powerful tool solution”, says Mittelteicher in conclusion. Thomas Dück, who completed his technical training with Schwarzer, is always happy to return to the company that taught him all he knows: “I’m always pleased when I get asked to work on a project for Schwarzer. Not just because I did my training here, but also because the company’s friendly culture and constant drive to optimise its machining processes still fascinate me and mirror what I see at HORN”.
Schwarzer: the company
“Complete solutions from cutting to assembly”: This guiding principle has been at the forefront of Schwarzer GmbH since the company was founded back in 1969. The company’s strength lies in its complete package of services, which includes turning, milling, drilling and grinding. Schwarzer promises that installing its components will give its customers the edge when it comes to quality. The company approaches even the most challenging of orders with a focus on reliability, care and precision, and on-time delivery. With batch sizes ranging from 1 to 10,000, Schwarzer delivers everything from individual components and assemblies up to complete small machines – based entirely on the design specifications of its customers.